
Не так много осталось конструкторов, не пользующихся при работе компьютерами. Современное программное обеспечение позволяет проектировать сложные сборки, связывая в виртуальном изделии труд целых инженерных коллективов, и получать в результате полный комплект согласованных рабочих чертежей.
А вот на следующем этапе процесс победного шествия новых технологий, как правило, стопорится: чертежи поступают в цехи традиционных производств, основанных на ручном либо в лучшем случае полуавтоматизированном труде. Станки, в которые можно вводить данные напрямую из компьютера и получать на выходе готовую, идеально обработанную деталь, все еще редки на наших заводах. Но они все же существуют в крупных промышленных центрах страны, успешно работают и, более того, многие открыты для коммерческого использования — так легче окупить дорогостоящую, большей частью привозную технику.

Насколько выгодно применение станка-автомата в малотоннажном судостроении? К сожалению, все выгоднее и выгоднее. "К сожалению" — потому что наша система профобразования сильно ослабла за период спада производства и найти квалифицированного сварщика, модельщика, слесаря-станочника за умеренные деньги в больших городах сейчас очень сложно — это единодушно признают все производственники. Лучший выход в таком случае — отдать работу "на сторону" и получить готовое изделие либо комплект деталей, выполненных качественно и в срок.
Есть примеры машинного раскроя листовых деталей корпуса, как металлического, так и деревянного, выполненного с применением лазерного координатного резака. Точность резки очень высока, доли миллиметра, при этом исключена крайне ответственная операция разметки листов материала по данным плаза, а контуры заготовок можно заранее разместить на листе оптимальным, наиболее экономичным образом. Стоимость резки может показаться довольно высокой (по некоторым данным, от 100 руб. за метр реза 10-миллиметровой стали), но при тщательном просчете всех "за" и "против" современное интенсивное производство от внедрения такой автоматизации наверняка выиграет. Тонкая фанера лазером режется лучше толстой. Есть станки, режущие материал и другими способами, например, струей воды под сверхвысоким давлением, в том числе с абразивными добавками. Плазменная же автоматизированная резка освоена промышленностью вообще три десятилетия назад.
Еще более выгодной может оказаться автоматизация труда модельщика. Мы писали о том, как на финских предприятиях фрезерные станки с ЧПУ за несколько дней обрабатывают целые пуансоны корпусов катеров и яхт. Выполнение подобной работы вручную обычно занимает несколько недель, при том, что она не гарантирует получение идеальной формы корпуса — расхождения размеров по правому и левому бортам нередко достигают нескольких сантиметров. Для нас станки с многометровым столом пока в диковинку, однако есть достаточно много предприятий, принимающих заказы на изготовление моделей длиной до полуметра из материалов типа дерева, твердого пенопласта и даже мягкого металла. По этим моделям далее в литейном производстве изготовляют земляную либо металлическую форму. На станке-автомате можно изготовить также саму пресс-форму для небольших, но геометрически сложных деталей типа швартовной утки, гребного винта или импеллера водомета. Посмотрим, как происходит процесс превращения объемной картинки с экрана компьютера в осязаемую отливочную модель.
Программа-моделер позволяет точно выстроить геометрию требуемой детали и вывести всю информацию, описывающую ее поверхность, в файл стандартного формата. Популярные моделеры "AutoCAD" или "Rhino" поддерживают вывод данных в файлы типа dxf, stl и vrml; они воспринимаются программным обеспечением фрезера-автомата. Программа-обработчик запрашивает конкретные элементы задания — вид изделия (позитивная или негативная форма), задействованы ли 4-я и 5-я степени свободы инструмента в станке (они позволяют выполнять боковые отверстия и поднутрения формы), какой стратегии обработки должен придерживаться станок — а при необходимости масштабирует или разбивает объект на части и определяет траекторию движения инструмента. При этом она обращается к "библиотеке" используемых фрез, содержащей конфигурацию и размеры режущей головки, потому что от этого зависят точность и чистота выполнения задания. Подбор оптимальных параметров на этом этапе критичен для скорости исполнения всей работы, поэтому должен проводиться с особой тщательностью.
Информация об изображении
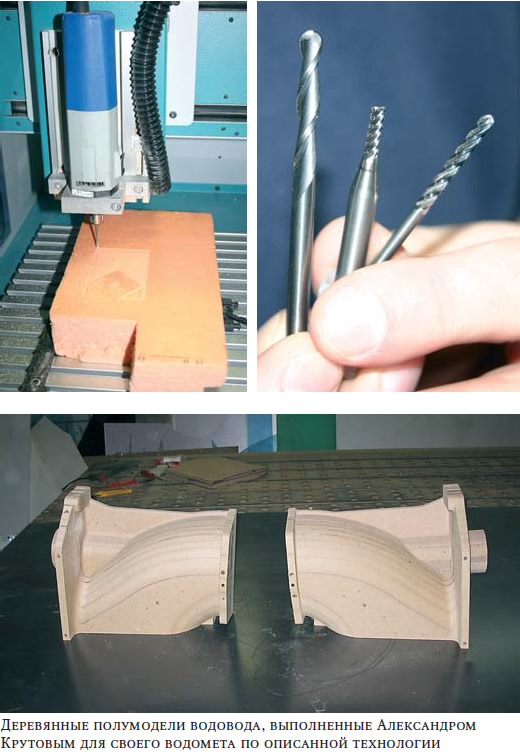
Деревянные полумодели водовода, выполненные Александром Крутовым для своего водомета
Стоимость аренды фрезера-автомата составляет от 250 руб. в час, что не так дорого, на первый взгляд, но время обработки может составлять четыре часа, а может четыре смены, все зависит от сложности формы. Вследствие этого стратегия движения рабочего инструмента, а также его выбор сильно влияют на конечную стоимость изделия.
Деревянные полумодели водовода, выполненные Александром Крутовым для своего водомета
Файл данных из программы-обработчика передается в управляющую программу станка, режущая головка позиционируется в начальную точку, и процесс извлечения изделия из заготовки начинается. Фреза перемещается обычно послойно, в зависимости от выбранной стратегии движения фрезы с достаточно большой точностью, полностью повторяя рельеф объекта. Имеющиеся недостатки после обработки объекта могут быть удалены очень легко вручную (нетрудоёмко).
Создать трёхмерную модель изготавливаемого объекта можно без ручного компьютерного конструирования, если есть в наличии деталь-прототип, размеры которой не имеют значения, так как масштаб можно изменять в рабочей программе, обслуживающей 3D-фрезерный станок. Существуют различные типы трехмерных сканеров, позволяющих снимать объёмную форму поверхности модели (объекта) и сохраняющих ее в файл распространенного формата dxf. Огромное преимущество в настоящее время имеют бесконтактные лазерные 3D-сканеры, позволяющие получать за считанные секунды отсканированную поверхность объекта. Например, сканеры известной фирмы "Minolta" включают в себя лазерный дальномер, "обегающий" за доли секунды поверхность изделия-прототипа, при этом оно может располагаться на расстоянии 2.5 м от камеры сканера, а его размеры могут достигать 1100x1100x1500 мм. Применение такой техники необычайно расширяет возможности замены поврежденных деталей на новые, если осталась хотя бы минимальная возможность восстановить их первоначальную форму.