
Технология "3DL"
Для того, чтобы создать подобный парус, требуется многое. Например, нужно иметь достаточно большое рабочее помещение. Его внутренние габариты — по горизонтали — должны заметно превышать размеры паруса, намеченного к изготовлению. Высоким должен быть потолок. Главное же здесь однако — специальное оборудование:
1. Прежде всего нужен уже не плоский лаз, а выпуклая стапель-форма, способная своей поверхностью в натуральную величину воспроизводить требуемую чертежом трехмерную1 геометрию паруса. На этой поверхности формуют и после того доводят до кондиции собственно парус.
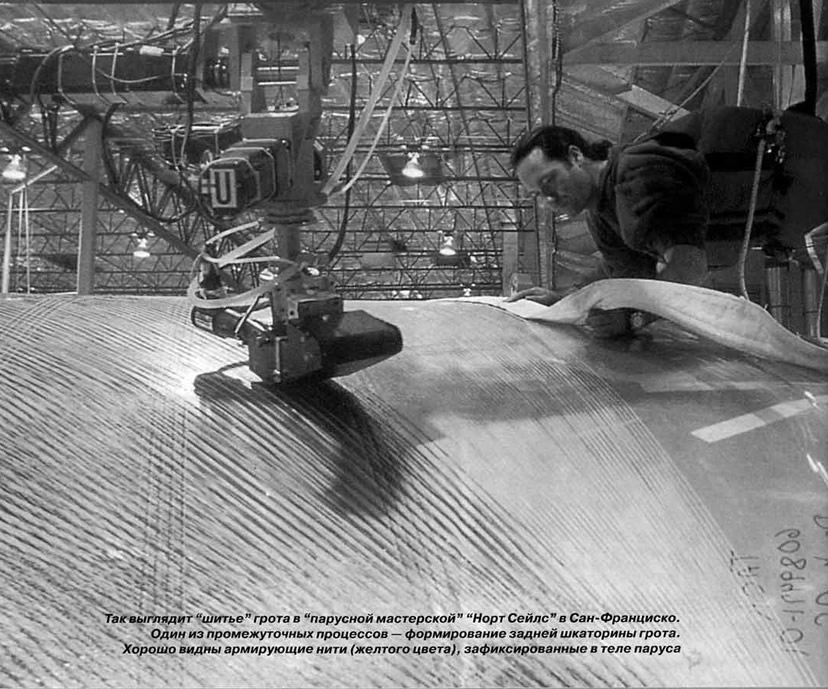
2. Нужна тележка, способная перемещаться по направляющим, раскрепленным под потолком, снабженная вертикальной телескопической консолью, "головка"которой может быть наведена компьютером на любую точку поверхности стапель-формы. Через эту "головку" подаются армирующие нити, фиксируемые в теле паруса. Через нее дозируется подача термочувствительного клея для крепления этих нитей. На ней же смонтирован довольно массивный нагреватель, используемый поначалу для прихватки нитей и затем уже — для пропекания трехслойного на тот момент, почти готового "сэндвича", паруса.
3. Невозможно работать и без подвижной "люльки". Это она позволяет оператору, как бы в горизонтальном парении над рождающимся парусом, вести визуальный контроль за всем, что происходит на стапеле, вручную производить технологические операции, неподвластные или непосильные автомату.

4. Еще требуется плоттер — агрегат, установленный неподалеку от стапеля. На нем, сообразно чертежам, кроят лоскуты полотнищ майлара, которые потом попадают на стапель-форму.
5. Наконец, технология "3DL" фактически нереализуема без компьютера и специального программного обеспечения. Эта часть технологического комплекса необходима и для того, чтобы управлять пневматикой, обеспечивающей адекватность поверхности стапель-формы расчетной форме паруса. Она же, при любых перемещениях тележки, обеспечивает гарантию того, что "головка" всегда будет отстоять от формуемой поверхности на строго заданную величину — столкновения исключены. Эта же система дает и указания: как раскроить очередной кусок ткани на плоттере, куда поместить его потом.
Технологическая команда, располагающая таким комплектом оборудования, работает приблизительно по следующей схеме:
A. Готовится стапель-форма: по требуемым электронным "шаблонам" — командам компьютера формируется, выгибается ее рабочая поверхность. Большой парус занимает всю или почти всю поверхность устройства. При работе с парусом меньших размеров требуемой деформации подвергается только какая-то часть стапель-формы.
Б. Увлажненные клеем полотнища майлара, покинув стол плоттера, попадают на стапель-форму. Это они формируют нижний слой"сэндвича" — паруса.
B. Далее следует исключительно ответственная операция: особо прочные синтетические нити требуемой толщины, слегка увлажненные клеем, до дюжины за один проход, под требуемым и соответственно контролируемым напряжением выкладываются по внутренности будущего паруса. Припекаемые по мере перемещения "головки" и смонтированного на последней нагревателя, они выстраиваются по предвычисленным линиям предполагаемых наибольших рабочих напряжений, которые потом будут возникать в материале паруса. При изготовлении одного паруса "головка" делает — оператор контролирует — до сотни подобных проходов.
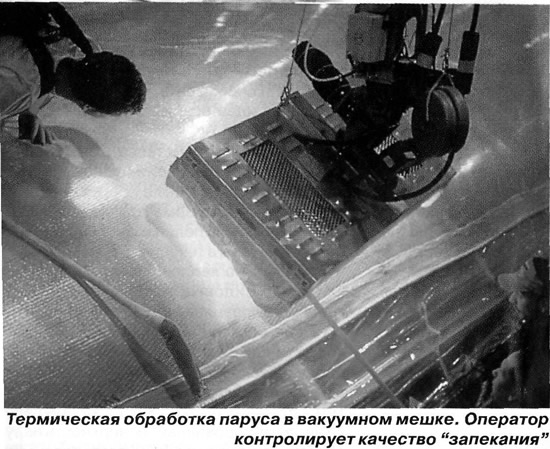
Г. Полученную по завершении последней операции конструкцию покрывают еще одним — верхним слоем майлара. Этот слой обычно сам по себе еще подкреплен сеткой тонких нитей, обеспечивающих местную, на разрыв, прочность полотна. После этого "сэндвич" подвергают действию вакуумного прижима. Используя тот же нагреватель, производят финишную обработку, ламинирование поверхности паруса.

По окончании этой операции в основном уже готовый парус снимают со стапель-формы, производят над ним завершающие процедуры.
Плюсы и минусы
Чем хорош парус, изготовленный по технологии "3DL"? С одной стороны, здесь уже можно говорить об очевидных или уже подтвержденных практикой "плюсах". С другой стороны, здесь есть еще и моменты, прояснить и подтвердить которые смогут только те же опыт, практика и время.
Так, по определению, парус "3DL" точнее воспроизводит и устойчивее держит под нагрузкой форму, задаваемую конструктором. Работая в технике "ножниц и ниток с иголкой", загодя гарантировать попадание в форму с такой же степенью точности едва ли возможно. Недаром среди грандов парусного дела популярна поговорка, что па-рус-де не парус, пока он не попробовал ножниц, пока его разок-другой не перешили, не поправили.
Еще — парус "3DL" легок. Уже известно, что при некоторой обеспеченной прочности он легче традиционного на треть. Или иначе, на те же проценты он прочнее при том же весе, если вести сравнение с аналогом, изготовленным по традиционной технологии.
По-своему такой парус оказывается и более надежным. Желательная и планируемая неоднородность его механических свойств, которую так легко реализовать, когда есть возможность "сплести" основу, протянуть силовые нити где надо — чаще, где надо — реже, да еще точно в нужном направлении, — замечательный фактор. Это исключает появление локальных зон перенапряжения, и точно так же — зон, в которых материал обычного паруса нередко фактически не несет полезной нагрузки.
И еще: парус "3DL", кажется, долговечен. Здесь пока не накоплен достаточный опыт, нет должной статистики. Но и оптимисты, и скептики имеют в своем распоряжении кое-какие факты. Генуя, некогда приобретенная с расчетом на применение в одном туре гонок на Кубок Америки, пережила, сохранив все свои свойства, четыре тура. В исключительно напряженном режиме тот парус отработал 140 часов ходового времени.
Наконец, об этом уже говорилось, парус "3DL" очень красив. Часть его красоты, нашедшая свое выражение в безукоризненности его "ламинированных" поверхностей, многое обещает и, наверное, дает в части совершенства его аэродинамических характеристик.
А что же плохо? Пожалуй, такие паруса недешевы. Косвенное свидетельство этой стороны дела — переживания мастеров технологии "3DL", вынужденных время от времени сдирать со стапель-формы и выбрасывать испорченный парус. До веселья ли, когда в ничто превращается парус, готовый, скажем, на 80%, и цена которому — 8...10 тысяч долларов США!
Так ли уж нова технология "3DL"?
Это далеко не праздный вопрос. Действительно, ключевой момент в такой технологии — силовые нити, придающие парусу особые свойства. Но саму по себе эту идею, понятно всем, нельзя назвать принципиально новой. Хорошо известно, что немало сил у мастеров парусного эксперимента в последние годы ушло на опыты по созданию "панельного" вида парусов, достаточно традиционного покроя, но подкрепленных паутиной разбегающихся армирующих строп из того же кевлара, углеволокна и т.п.
Творцы "3DL", кстати сказать, увязли даже в судебном процессе, где их обвиняют в техническом плагиате. Благо, что тяжба, кажется, приближается к благополучному для пионеров технологии "3DL’' окончанию.
Фрагмент, выхваченный из паруса "3DL", действительно, не удивит никого. В нем нет ничего загадочного и оригинального. И оборудование цеха-мастерской "3DL" может подивить лишь человека не вполне сведущего. Ни один из элементов системы, начиная со стапель-формы и кончая компьютером с его интеллектуальной начинкой, взятые в отдельности, не новы.
В таком случае, что же все-таки изобрели создатели чуда по имени "3DL"? Ответ готовы подсказать они сами — систему! Они изобрели, претворили и отладили систему, способную обеспечить в промышленных масштабах выпуск парусов, обладающих, с одной стороны, уникальными качествами, с другой стороны, — стабильностью высоких стандартов. Они создали систему, которая сегодня работает хорошо, но завтра будет работать только лучше.
Пару лет назад мастера, занимаясь парусами для участников гонок Кубка Америки, тратили приблизительно 18 часов на изготовление генуи, 27 часов — на создание грота. И считалось, что это раза в полтора дольше того, что затрачивают на шитье "панельных" парусов такого же размера. Сегодня мастера "3DL" тратят на такие же Геную и грот соответственно: 12 и 18 часов, не считая и эти показатели пределом.
Созданная мастерами система сегодня уже позволяет думать о переходе от работы лишь по заказам супер-мастеров океанских гонок к работе в интересах много более массового заказчика.
Мастера
Кто же они? Воздавая должное личностям, создателям технологии "3DL", в первую очередь все же следует назвать имя фирмы, принявшей на себя финансовые обязательства и риск, хлопоты по организации масштабного технологического эксперимента, и с честью вышедшей из периода непростых экспериментов: "Норт Сейлс" ("North Sails", США). Резонно упомянуть и имя владельца компании: Терри Колер (Terry Kohler). Это он вложил очень немалые деньги в предприятие, которому не только что не грозили гигантские прибыли, — были поводы для серьезных сомнений в части перспектив успеха как такового.
Людям, заболевшим идеей производства парусов "3DL", отчаянно повезло. Хозяин фирмы, естественно, пытавшийся не упустить из виду и коммерческие горизонты, вместе с тем ярко проявил качества человека, просто влюбленного в проблемы технологии. Эта страсть придавала ему силы, Я когда до успехов было еще далеко, а трудности были здесь, рядом.
Началось движение "3DL", совсем с других людей. В 1990 г. двое швейцарско-французских ученых Ж. Боде (J. P. Baudet) и Л. Дюбуа (L. Dubois), предложили к реализации "Норт Сейлс" выношенную ими идею специфической технологии формования паруса. Интуиция или что-то еще подсказывала им, что именно в стенах "Норт Сейлс" их ждет понимание и готовность предоставить базу для эксперимента, без которого замечательная идея еще долго оставалась бы "одной из...".
Возможность действовать была предоставлена, и на периферии технологической зоны "Норт Сейлс" была сооружена деревянная стапель-форма для паруса "3DL". Над ней возникла подвижная "люлька". Экспериментаторы в течение трех недель вручную буквально лепили парус, вручную выкладывая силовые нити, примитивным гребнем выравнивая их узор.
Первый "блин" не вышел "комом", хотя^ косметическая сторона произведенного продукта явно допускала критику: сетка силовых нитей была не столь совершенной эстетически, лучшего оставляла желать далеко не "ламинированная"поверхность паруса. Тем не менее, он был изготовлен и испытан в испытательных плаваниях. Эксперты признали дело стоящим, и это позволило руководству "Норт Сейлс" принять решение о возведении уже промышленного комплекса "3DL".
Первый профессионального уровня парус "3DL" был испытан в гонках на Кубок Америки 1992 г Любопытно, что сообщество яхтсменов тогда довольно спокойно восприняло факт появления новинки. В центре внимания специалистов тогда были эксперименты Билла Коха (Bill Koch) с материалом "Cuben Fibre", в основе которого лежала технология жидких кристаллов (Liquid Crystal Material). Этот материал был применен при изготовлении традиционного покроя парусов "Америки". В тех условиях выступление парусов "3DL" прошло более чем скромно. Но идея, все-таки, была обнародована и поддержана. Кажется, Деннис Коннер (Dennis Conner) стал первым из друзей "3DL".
С того времени изменилось многое, но прежней остается вера специалистов "Норт Зейлс" в производимые ими паруса. Сегодня работают два их центра: в Сан-Франциско и Миндене, штат Невада. Одной из двух стапель-форм в Сан-Франциско остается та, на которой начали производить паруса тля участников Кубка Америки. Сравнительно недавно в полную силу заработала уже вторая линия предприятия в Миндене. Портфель заказов "Норт Сейлс" теперь отнюдь не пуст. Заказчики знают, что сегодня им следует ждать свои "3DL" никак не меньше, чем 15...20 недель.
Паруса 3DL на яхтах "Grand Mistral"
Своими впечатлениями делится член экипажа российской яхты "Russian Team" Константин Чурмасов.
"Гардероб" парусов, изготовленных фирмой "North Sails" по технологии 3DL для российской яхты класса Grand Mistral состоит из трех стакселей, это:
- легкий полнообмерный (L1) — на давление вымпельного ветра до 14узлов;
- тяжелый полнообмерный (Н1) — на деление вымпельного ветра до 24 узлов;
- джибтоп (GTI) для курсов по вымпельному ветру от 35‘ до 85' и давления вымпельного ветра до 26 узлов.
В ходе эксплуатации этих парусов были отмечены некоторые их особенности. Во-первых, это их изумительная форма и, соответственно, высокая тяга, создаваемая ими. Привлекает также и относительная легкость парусов, по сравнению с парусами из кевлара или спектры. Еще один плюс — это устойчивость к растяжению материала. Все, наверное, видели паруса с потянутыми полотнищами, каждое из которых превратилось в мини-парус со своей формой, и только швы напоминают еще о былой форме паруса в целом. Отсутствие полотнищ как таковых (за исключением гротов, которые даже по технологии 3DL состоят из 4-7 горизонтальных полотнищ) и прочность сэндвича майлар-кевлар-майлар на растяжение полностью сняло эту проблему. Паруса 3DL прекрасно реагируют на добивание и травление булиня и набивку по фалу.
К сожалению, нельзя сказать, что все три паруса имели идеальную форму именно для нашей яхты. Это можно понять, так как это были самые первые паруса, созданные "North Sails" для "Grand Mistral". Если джибтоп не вызывал нареканий, то L1 и Н1 были полноваты, причем L1 настолько сильно, что 8 Саутгемптоне его пришлось отвезти в английское отделение "Diamond-North Sails" для переделки. Изменить форму паруса, который выклеен на болване, путем ушивания крайне трудно, так как отсутствуют всем привычные полотнища, из которых традиционно набирается форма паруса. Для того чтобы парусные мастера из "North Sails" могли как-то помочь нам, они попросили сделать серию фотографий в направлении от галсового и шкотового углов к топу в разные ветровые условия. Их решением нашей проблемы была обыкновенная закладка по центру так называемого пуза от нижней шкаторины до 2/3 высоты паруса. Это слегка улучшило форму, но не сняло проблему окончательно. Еще одним недостатком является низкая устойчивость к механическим воздействиям — есть вероятность расслоения слоев майлара при длительном механическом воздействии на перегнутый участок паруса. Это в первую очередь касается океанских гоночных яхт, где паруса хранятся прямо в проходах под-палубного пространства, под ногами у яхтсменов, и это отнюдь не улучшает структуру материала, если еще вспомнить и об относительной хрупкости волокон кевлара. Таким же слабым местом является и место где юбка паруса соприкасается с релингом. Естественно, на яхтах класса Кубка Америки эта проблема отсутствует. Прочность паруса на разрыв во многом зависит от прочности ленты, которой обработаны шкаторины. Будь эта лента чуть прочнее — в гонке в Бастаде, Швеция, мы были бы первыми.
Еще одним узким местом являются лат-карманы, которые без каких-либо изменений конструкции перекочевали с традиционных парусов на 3DL. Тяжелые дакроновые лат-карманы выглядят неуклюже на легком прозрачном парусе и свою прямую функцию начинают выполнять, когда сила ветра заставляет думать о замене паруса на более тяжелый. Но это, наверное, недостаток, который будет устранен в ближайшем будущем. Яхта "Nicorette", например, уже получила новый комплект стакселей 3DL от "Doyle Sails", на которых лат-карманы и латы очень сильно отличаются от традиционных.
Xcellerator 3DL
Фирма "NORTH SAILS" уже добилась серьезных успехов в производстве парусов для крупных гоночных яхт. Технология 3DL доказала свое превосходство в Кубке Америки. Стоимость всего проекта разработки технологии 3DL составила свыше 3 млн. долларов. Эта финансовая база позволила в 1996 г. предложить потребителям новые разработки и, в частности, — современные паруса для виндсерферов, разработанные на основе этой технологии. Фирма предлагает досочникам паруса следующих марок:
- 3D INTEGRATOR CUT — новый крой паруса с профилированными швами. Парус собран из полотнищ четырех типов (мачт-карман — из материала с высокой износоустойчивостью, а основная часть паруса из 12 кусков монопленки различной толщины: 0.254 мм, 0.176 мм, 0.127 мм);
- FLOWING SHAPE — парус вертикального кроя, профилированный "на ветер" и "под ветер";
- ROCKET TENSIONIZER — с новым типом устройства настройки лат.
С применением новой технологии изготовлены и такие паруса как DIAMOND LEECH и TRIAX.
Паруса XCELLERATOR 3DL — полностью изготовлены по технологии 3DL, т.е. 3-х-мерные ламинированные профилированные, абсолютно не содержащие швов.
Эти паруса предполагается использовать в дисциплинах "Race" и "Slalom". В1996 п производятся: XCELLERATOR 3DL 6.5 и XCELLERATOR 3DL 7.8 (соответственно площадью 6.5 кв.м и 7.8 кв.м).
Примечания
1. Соответственно и термин "3-Dimensional Laminated" можно перевести как трехмерный, трехнаправленный ламинат, в отличие от плоского двунаправленного. Заметим, что "3DL" — го обозначение не только технологии, но и конструкции паруса.