
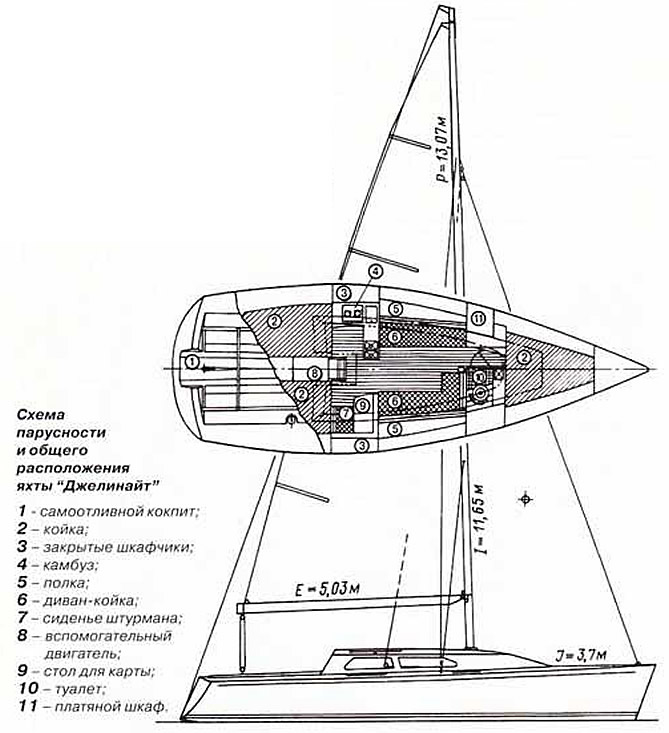
Основные данные

| Длина наибольшая, м | 10.7 |
| Длина по КВЛ, м | 9.77 |
| Ширина, м | 3.85 |
| Осадка, м | 1.97 |
| Водоизмещение, т | 4.48 |
| Площадь парусности, м2 | 57.6 |
Цель, которую несколько лет назад поставил перед собой химик-технолог Дон Ричардсон из Сиднея, проста и не вызывает сомнений.
Австралия занимает четвертое место в мире по производству сырья для выплавки алюминия и его сплавов. Страна экспортирует бокситы (в 1990 г. тонна руды стоила 100 долларов), окись алюминия (500 долл. за тонну) и готовый металл (2000 долл. за тонну).
С другой стороны, среди ее населения, живущего в основном на океанском побережье, исключительно популярны парусный, водно-моторный спорт, любительское рыболовство, туризм на яхтах и катерах. Большое развитие получило малое судостроение, причем кроме судов из стеклопластика ежегодно австралийские верфи выпускают более 13 тысяч лодок различных типов — в основном длиной до 6 м, построенных из легких сплавов.
Ричардсон решил расширить диапазон размерений выпускаемых алюминиевых лодок до длины 10-15 м с тем. чтобы увеличить массу металла в каждом судне и экспортировать этот металл не в виде сравнительно дешевых полуфабрикатов — листового и профильного проката, а включив его в состав сложного и дорогого изделия. В этом случае стоимость тонны экспортируемого товара повышается до 40 000 долл. Экспорт алюминиевых судов оказывается гораздо выгоднее, чем построенных из стеклопластика. Ведь исходные материалы — синтетические смолы и прочие компоненты для пластмассового судостроения в Австралии не производятся, их приходится закупать за границей.
Однако на практике постройка корпуса судна из металла оказывается гораздо сложнее, чем из стеклопластика. Металлический корпус собирается из множества деталей, которые предварительно нужно обрезать по контуру, согнуть, подогнать друг к другу, а затем сварить в единое целое. Все это требует достаточно высокой квалификации рабочих, использования дорогого оборудования, что обуславливает высокую цену готового судна.
Особой проблемой для строителя алюминиевого судна становятся деформации тонких листов наружной обшивки, которые возникают при сварке из-за большого коэффициента линейного расширения металла при его нагреве: поэтому-то из легких сплавов и предпочитают строить в основном небольшие лодки, корпуса которых не требуют подкрепления сложным набором и применения большого числа сварных соединений.
Ричардсон решил так усовершенствовать технологию постройки алюминиевых корпусов, чтобы по возможности избавиться от недостатков, присущих традиционным методам. Основой стал способ взрывной штамповки, применяющийся уже более 30 лет в космической технике и авиастроении для изготовления деталей из тонких листов металла со сложной криволинейной поверхностью, например, наконечников ракет.
Так же как и при формовании корпуса из стеклопластика, для взрывной штамповки необходимо изготовить точную внутреннюю форму — матрицу. Принципиально конструкция этих матриц та же — поперечные лекала, повторяющие обводы шпангоутов, обшиваются с внутренней стороны, Но поскольку при взрывной штамповке развиваются огромные давления, действующие, к тому же, динамически — процесс взрыва длится всего 1.5 микросекунды, матрица для этой цели должна быть намного жестче и прочнее, чем для формования из стеклопластика. Для корпуса "Джелинайт", например. лекала были вырезаны из толстого стального листа и обшиты вгладь стальными же прутками квадратного сечения 20x20 мм, после чего вся матрица была углублена в грунт и забетонирована. Масса матрицы составила 20 т, а стоимость ее изготовления около 100 тысяч долл. — 65% стоимости полностью оборудованной яхты. Естественно, что такая дорогая оснастка должна быть способна выдержать не один десяток взрывов, чтобы можно было разнести затраты на соответствующее число корпусов.
После тщательной отделки внутренней поверхности матрицы в ней собирается наружная обшивка толщиной 5 мм из пластичного (или как его называют металлурги и судостроители, в отличие от дюралюминия — деформируемого) алюминиево-магниевого сплава 5083 Н321. При высокой разрывной прочности — около 2300 кг/см2 — испытываемые пластинки из этого металла при растяжении удлиняются перед разрушением на 10%, а ударная прочность материала вдвое выше, чем стеклопластика.
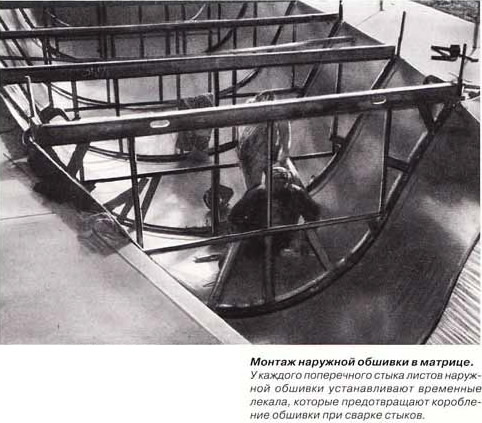
Каждый лист обшивки имеет ширину 1.5 м, а его длины достаточно, чтобы перекрыть корпус яхты от борта до борта. Так что сваривать приходится только шесть поперечных швов — стыков. Это дает возможность избавиться от продольных соединений — пазов, сварка которых обычно и вызывает особенно заметные искажения формы корпуса. Листы укладывают в матрицу и более или менее плотно прижимают к ее поверхности при помощи устанавливаемых сверху в районе стыков жестких лекальных форм. Листы стыкуются, производится сварка. Все образующиеся при этом искажения поверхности — "домики" по стыкам — "автоматически" исправляются при взрыве. Приваривают транец и "фальшивый" нос в виде плоского листа, который после штамповки удаляется и заменяется "настоящим" форштевнем.
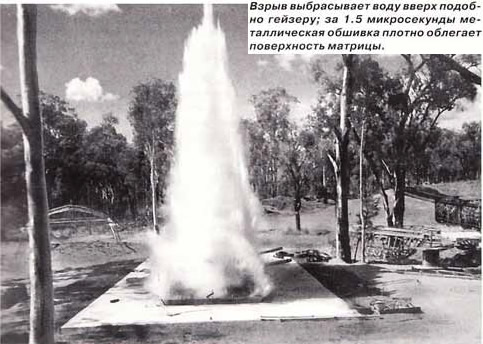
Образовавшаяся чаша заполняется водой: затем в нее в заранее определенных расчетом точках погружают заряды со взрывчатым веществом. Вес каждого заряда также определяется расчетом. Например, близ мидель-шпангоута в самой широкой и глубокой части корпуса, устанавливают и самый мощный заряд. Остается нажать кнопку — и через тысячную долю секунды тонкий металл будет плотно облегать поверхность матрицы. обретая ее точную форму. Воздух, оказавшийся между матрицей и наружной обшивкой, выйдет через 2-миллиметровые зазоры, специально оставленные между стальными "рейками" матрицы.
Стоимость взрывчатки, необходимой для формования одного корпуса, составляет всего лишь около 35 долл., а общая трудоемкость и стоимость работ ниже, чем при традиционной технологии. Следует добавить, что качество наружной поверхности корпуса получается столь высоким, что не требуется никакой механической правки: мелкие же неровности легко исправить, нанеся тонкий слой шпаклевки.

Однако все усилия по изготовлению наружной обшивки были бы сведены на нет, если бы применялась традиционная конструкция корпуса с многочисленными привариваемыми к обшивке деталями продольного и поперечного набора — ребрами жесткости. стрингерами и шпангоутами. Тонкие листы непременно получили бы деформации от воздействия тепла, выделяемого при их приварке.
Ричардсон предложил решительно изменить привычную конструкцию корпуса так. чтобы можно было вообще отказаться от приварки набора к обшивке. Основной объем сварки заменен клеевыми соединениями.
Обшивку подкрепили продольными стрингерами из прессованных алюминиевых профилей (типа швеллера) с фланцами по свободным кромкам: этот профиль судосборщики метко окрестили "шляпой". Уложив стрингер по разметке на обшивку, сборщик прихватывает его (сваркой) лишь точками в нескольких местах. Затем оба фланца приклеивают к обшивке при помощи клейкой ленты VHB (Very High Bond) на акриловой основе. Такая лента обладает высокой адгезией к металлу: соединение получается достаточно прочным и эластичным, не теряет своих свойств под воздействием нефтепродуктов, морской воды и перепада температур. Лента VHB уже широко применяется в авиационной и космической технологии, на морском транспорте, при упаковке различных товаров.
Стрингера идут непрерывными по всей длине корпуса и расположены примерно через 200 мм; в самом широком месте их по десять на борт. Опорами для них служат устанавливаемые поверх стрингеров и не касающиеся обшивки семь шпангоутов из двутаврового алюминиевого профиля. Короткими прихватками шпангоуты привариваются к стрингерам. Подкрепления в виде привариваемых к обшивке днища флоров предусмотрены лишь в районе крепления плавников киля, а также в районе установки мачты и двигателя.
В целом конструкция корпуса "Джелинайт" получилась прочной и легкой при значительно меньших затратах металла, чем при традиционном наборе. А главное — наружная поверхность корпуса не получила деформаций.
Палуба с кокпитом и рубкой отформованы из стеклопластика в отдельной матрице. Жесткость этой конструкции обеспечена за счет легкого заполнителя из срезов древесины бальзы (см. "КиЯ" №150). заключенного между слоями стеклопластика. Секция палубы крепится к фланцу, отогнутому по всему периметру верхней кромки обшивки. На серийных яхтах бальза была заменена на сотовый заполнитель из алюминиевой фольги.
Плавниковый киль отливают из алюминиевого сплава; его масса составляет 0.5 т. а балласт массой 1 т изготовлен из свинца в виде бульба.
Всего в конструкции яхты использовано более двух тонн различных алюминиевых сплавов (кроме корпуса из них изготовлены мачта, гик, шкотовые лебедки и т.п.). Стоимость полностью оборудованной яхты составила 165 тысяч долл. — ниже, чем такой же яхты из стеклопластика. В 1991 г. была выпущена первая партия яхт типа "Джелинайт", в дальнейшем производство увеличилось до 10 единиц в год. К применению взрывной штамповки для постройки корпусов яхт проявили интерес судостроители многих стран Европы, Японии и США. Ричардсон считает, что этот метод можно применить для постройки корпусов до 15 м.