
Основные данные катера «Пескарь»
| Длина наибольшая, м | 5,73 |
| Длина по КВЛ, м | 5,00 |
| Ширина наибольшая, м | 2,13 |
| Ширина по скуле, м | 1,80 |
| Высота борта на миделе, м | 0,85 |
| Водоизмещение по КВЛ, т | 1,1 |
| Осадка габаритная, м | 0,40 |
| Рекомендуемая мощность двигателя, л. с. | 8—40 |
Учитывая пожелания части читателей журнала, располагающих возможностью построить стальную лодку, предлагаем вариант ее конструкции, который может быть использован в качестве исходного («прототипа», как говорят судостроители-профессионалы) для создания других типов лодок близких размерений. Сразу отметим, что обводы корпуса «Пескаря» не рассчитаны на достижение высоких скоростей в режиме глиссирования, когда критическим становится каждый десяток килограммов массы судна. В этом случае немалая доля горючего сжигалась бы для непроизводительной перевозки излишнего груза, который представляет собой тяжелый металлический корпус. При длине лодки по ватерлинии L=5,0 м оптимальная относительная скорость ее не должна превышать Fr=v/√
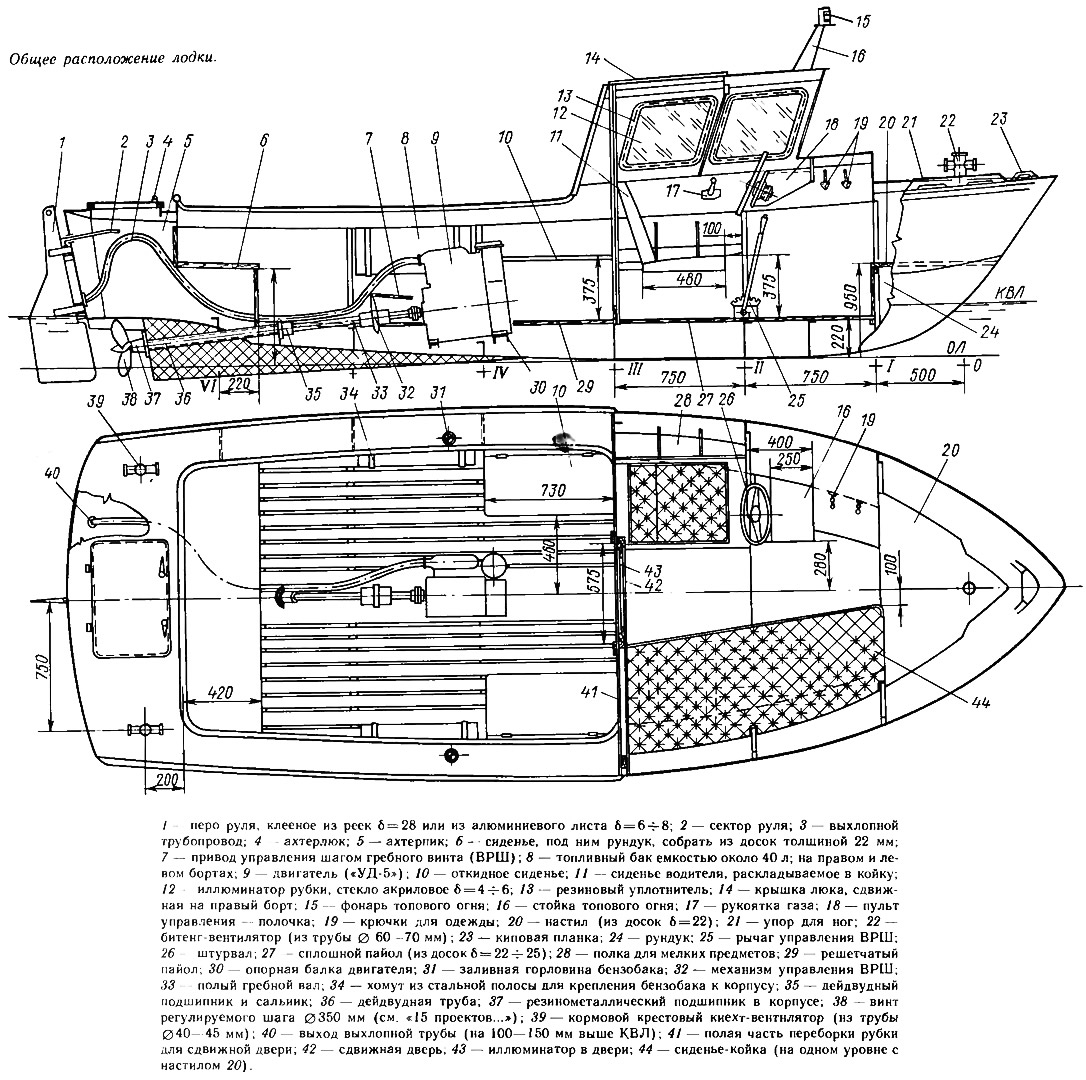
Вообще вопросу подбора двигателя и его приспособлению для работы на лодке следует уделить достаточно внимания. От этого зависят конструкция фундамента, планировка кокпита и основные характеристики судна. При установке дизеля, например, более удобным окажется вариант с кормовой рулевой рубкой Ключевым является и вопрос об обеспечении заднего хода, особенно если мощность двигателя 8 л. с. и более. Возможными вариантами его решения могут быть использование гребного винта регулируемого шага (ВРШ), приспособление автомобильных коробок передач либо реверс-редукторов от маломощных судовых двигателей. Без заднего хода эксплуатация лодки просто недопустима.
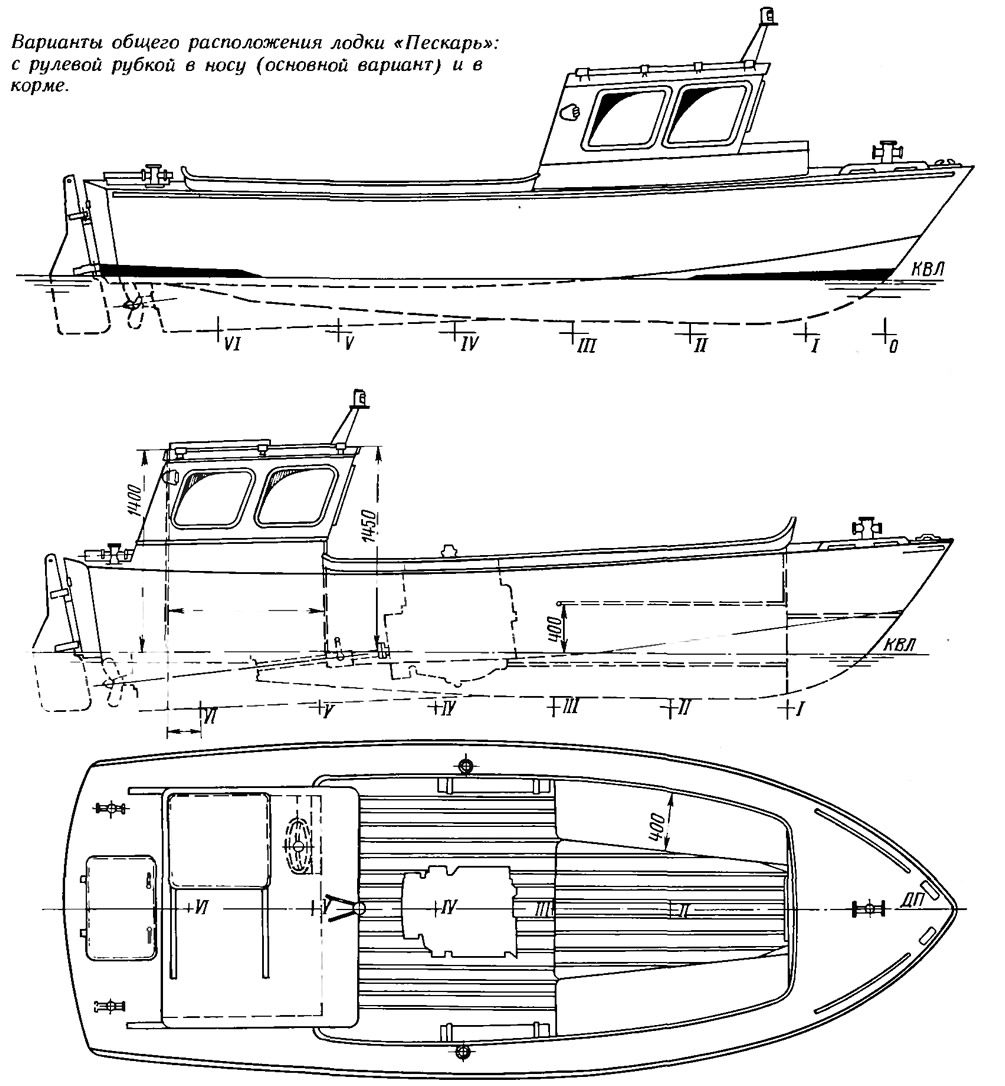
В наибольшей степени сталь пригодна для постройки лодки хозяйственного назначения, которая может использоваться для перевозки различных грузов, рыбной ловли, поездок на дачу и т. п. В этом случае проявляются такие положительные качества материала как его прочность, стойкость к износу (например, при трении днища о грунт при подходе к необорудованному берегу), неприхотливость в эксплуатации. Учитывая невысокую скорость и длительность пребывания экипажа «Пескаря» на воде, лодку следует снабдить небольшой рулевой рубкой, в которой можно укрыться от непогоды. При расположении в носовой части в рубке можно оборудовать постоянное спальное место н превращать во вторую койку раскладное сиденье водителя. Здесь же удобно хранить под замком различные предметы судового снабжения, одежду, рыболовные принадлежности и т. п. Если рубку разместить в корме, то получить здесь спальное место можно, продлив койку до транца, углубив ее в ахтерпик. Для удобства управления в условиях плохой видимости, при швартовке и в шлюзах в крыше рубки над местом водителя желательно сделать люк со сдвижной крышкой. Открыв люк и откинув сиденье, можно будет управлять маневрами лодки стоя. Для экономии места в кокпите дверь в рубку лучше сделать сдвижной, позаботившись о том, чтобы ее не заклинивало.
Не исключается и самый простой вариант совершенно открытого кокпита и управления навесным рулем за румпель.
Для уменьшения габаритной осадки гребной винт устанавливается в неглубоком полутоннеле в днище. Развитый дейдвудный плавник обеспечивает надежную защиту винта и руля от повреждений при посадке на грунт Руль — навесной на транце, что позволяет избежать устройства сальника (гельмпорта) в корпусе и легко снимать руль, когда это потребуется.
В предлагаемых чертежах применение деревянных деталей корпуса минимальное, однако если строитель располагает этим материалом, то его лучше использовать с целью снижения веса лодки. Например, из реек и фанеры можно сделать рубку, применить древесину вместо труб для привального бруса и планширя комингса.
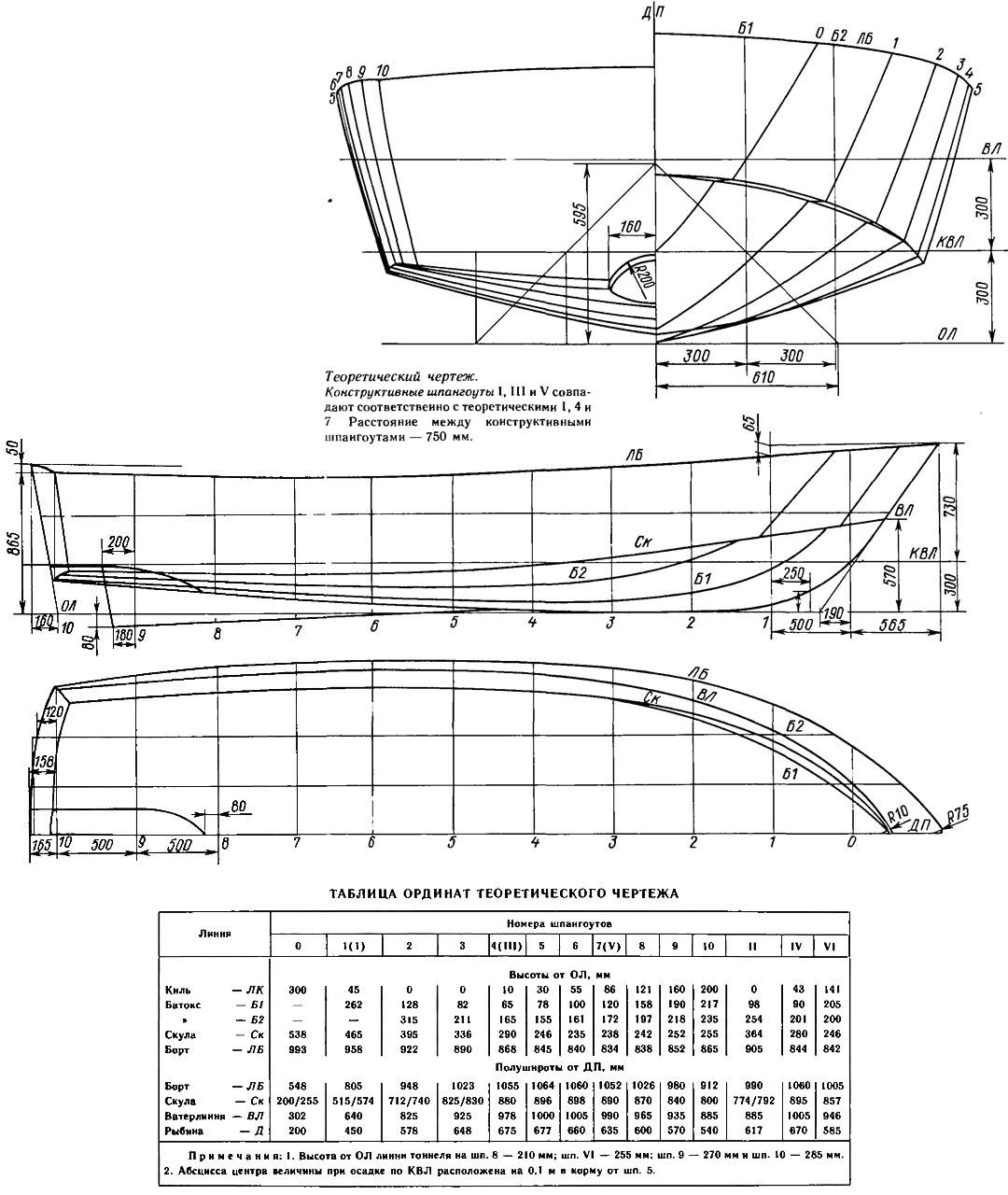
Для упрощения постройки корпуса его обводы приняты остроскулыми. Близ форштевня предусмотрен скуловой брызгоотбойник, который отсекает от бортов носовой бурун и уменьшает образование брызг при плавании катера на волнении. Кормовая часть днища сравнительно широкая и плоская, что необходимо для создания поддерживающей гидродинамической силы, препятствующей чрезмерному дифференту на корму при плавании на скорости свыше 10 км/ч. Благодаря этому катер обладает также высокой начальной остойчивостью, а кокпит имеет достаточно большую полезную площадь, что необходимо при перевозке груза или рыбной ловле. Это окупает небольшое увеличение смоченной поверхности по сравнению с традиционными водоизмещающими обводами. Транец предусмотрен гнутым по радиусу, но если смириться с несколько ухудшившимся внешним видом лодки, его можно сделать плоским. Кстати, наружные кромки бортовых и днищевых частей шпангоутов имеют небольшую выпуклость. Это обеспечивает более качественную наружную поверхность обшивки — скрадывает впечатление вогнутости ее листов внутрь корпуса, которое особенно проявляется после приварки набора.
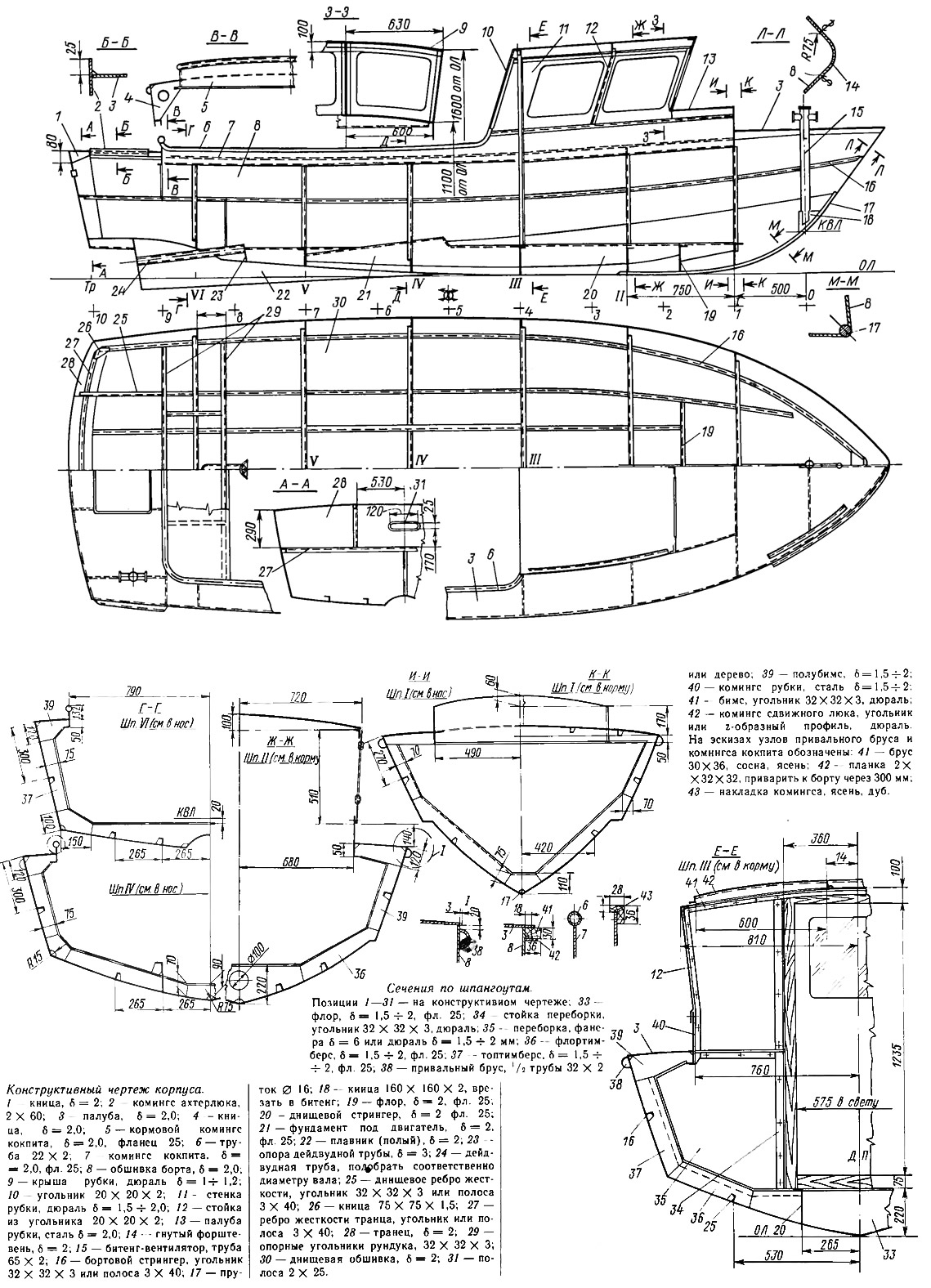
Корпус лодки может быть сварен из углеродистой стали марок Ст. 3, Ст. 4, Ст. 15. Важно, чтобы сталь была не «кипящей» — в сертификатах она помечается индексом «кп». При сварке такая сталь склонна к образованию трещин в зоне шва, особенно при малых толщинах. Перед раскроем листов лучше всего проверить пластичность и свариваемость материала. Для этого нужно изогнуть полоску, вырезанную из обшивочного листа, вокруг оправки диаметром 1,5—2 мм на 180° и убедиться в отсутствии трещин; выполнить небольшие образцы стыковых и угловых сварных соединений и проверить их прочность, изгибая место соединения. Если шов не удовлетворителен, нужно сменить марку электрода, поэкспериментировать с режимами сварки, возможно, подыскать другую сталь.
Вообще выполнить качественную сварку корпуса из листов толщиной 1,8—2 мм может только достаточно опытный сварщик, которого рекомендуется пригласить по окончании предварительной сборки корпуса.
Разумеется, кроме сварочного аппарата для постройки корпуса необходимо такое оборудование, как механические ножницы или гильотина, фланцегибочный станок, газовая горелка для резки металла и правки листов после сварки, мощная электродрель, машинка с наждачным камнем и металлической щеткой для зачистки металла. Нужно запастись также достаточным количеством струбцин, винтовых стяжек и прочих приспособлений, облегчающих сборку корпуса.
Как и при постройке деревянного судна, начинать нужно с разметки на деревянном или ровном металлическом щите всех шести конструктивных шпангоутов (I—VI) в натуральную величину. На плазе можно разметить не только внешние контуры шпангоута, но и все его элементы, очертания которых несложно перенести на металл. Приемы плазовых работ и сборки корпусов описаны в книге Д. А. Курбатова «15 проектов судов для любительской постройки», 3-е издание, Л., «Судостроение», 1985 г. На плазе также размечается положение продольных стрингеров и ребер жесткости, для которых в стенках шпангоутов нужно сделать вырезы.
Заготовив детали шпангоутов, их собирают сначала на коротких прихватках, а затем сваривают, положив на жесткий и ровный металлический стенд. Для установки на стапель к каждому шпангоуту на определенной высоте от основной линии ОЛ (например, 750 мм) необходимо временно на болтах прикрепить жесткий угольник либо швеллер с высотой стенки не менее 40 мм. Этот угольник будет являться шергенем, обеспечивающим правильную установку шпангоутов и замыкающим контур шпангоутной рамки. Для изготовления гнутого транца на стапель рекомендуется сначала поставить рамку-шаблон с обводами, соответствующими теоретическому шпангоуту 10.
На плазе же размечается и контур форштевня. Его нижняя часть изгибается из прутка диаметром около 15 мм, а верхняя — выше скулы — делается в виде конуса из двухмиллиметрового листа (можно сделать форштевень целиком из прутка, но это будет выглядеть несколько хуже). С помощью временных стоек и распорок из стальных угольников форштевень устанавливают на стапель в соответствии с плазовой разметкой.
Сборку корпуса удобнее вести в положении вверх килем на стапеле, представляющем собой два параллельных друг другу мощных стальных профиля (двутавр или швеллер) длиной 6 м или деревянных бруса большого сечения. Верхние кромки их должны быть выверены по горизонту, а сами балки закреплены таким образом, чтобы исключался их изгиб под действием напряжений, которые возникают в корпусе при сварке.
Шпангоутные рамы ставят шергенями на стапель и раскрепляют к нему угольниками, выверив вертикальное и перпендикулярное ДП положение шпангоута. Приложив гибкие рейки снаружи по линиям борта и киля, проверяют плавность обводов обоих бортов. Если все в порядке, ставят на место продольные ребра жесткости и стрингеры, приваривая их к шпангоутным рамам. Затем приступают к раскрою листов наружной обшивки бортов. Проще это сделать при помощи шаблонов из полос фанеры либо тонких деревянных планок, которые снимают по месту — с выставленного на стапеле набора. Наложив полосы на набор по скуле и линии борта и закрепив при помощи струбцин, их связывают на гвоздях поперечными полосами, уложенными по обводам шпангоутов таким образом, чтобы контур шаблона не исказился при его снятии с набора. Затем шаблон переносят на лист металла, обчерчивают по контуру стальной чертилкой и обрезают лист по этой разметке Здесь есть возможность проверить и точность стапельной сборки: контуры листов соответствующих участков правого и левого бортов должны быть одинаковыми. Готовые листы обшивки ставят на свои места (попеременно с каждого борта — друг против друга), подтягивают к набору и крепят электроприхватками. Свариваемые кромки предварительно должны быть зачищены до блеска.
Подобным же образом поступают с обшивкой днища. Работать здесь придется под корпусом, что следует учесть при изготовлении стапеля — сделать его достаточно высоким для удобной работы. Отдельными клиньями вваривают в носовой части скуловые брызгоотбойники, а в корме — обшивку полутоннеля. Нужную форму ей можно придать выколоткой по деревянному шаблону.
Остается поставить на место набор транца, снять шаблон для его раскроя, вырезать и согнуть (хорошо это делать в вальцах!) по радиусу. Все стыки обшивки, в том числе и по скуле, должны быть собраны на коротких прихватках, но не заварены. Теперь корпус приобрел достаточную жесткость, чтобы раскантовать его в нормальное положение, удобное для выполнения дальнейших работ. Сначала приваривают прерывистым шахматным швом (длина сварки 20—25 мм, шаг — 120—150 мм) шпангоуты и продольный набор к обшивке, затем заваривают стыки и паз по скуле. Количество сварных швов для крепления набора к обшивке должно быть минимальным, а скуловой паз нужно варить обратно-ступенчатым методом попеременно на обоих бортах. Основные швы в стыках накладывают изнутри корпуса, затем снаружи срубают зубилом и зачищают наждаком или драчевой пилой все наплывы от сварки и аккуратно подваривают шов. Окончательно все швы зачищают до блеска и проверяют водонепроницаемость корпуса наливом водой или керосином (см. «КиЯ» №148, ст. «Катер в стиле буксира»).
Монтаж палубы начинают с установки комингсов кокпита, затем подгоняют листы настила. Дейдвудную трубу вваривают в корпус по предварительной пробивке линии гребного вала (см. «15 проектов...»), ориентируясь на конкретный двигатель и способ его установки на стрингеры фундамента. Дейдвудный плавник сваривают полым в виде короба и заполняют его пемзобетоном либо другим легким материалом. Не исключается изготовление его из одного листа толщиной 4—5 мм, но в этом случае желательно вварить в обшивку по килю полосу толщиной 3—4 мм для усиления крепления плавника к корпусу.
Рубку рекомендуется изготовить из дюралевых листов и профилей либо деревянной конструкции. Сведения об окраске и оборудовании катера можно найти в «15 проектах...». Пользуясь этой книгой, можно самостоятельно сконструировать более легкий корпус «Пескаря» деревянной конструкции, что позволит эксплуатировать его с подвесным мотором мощностью до 30 л. с.