

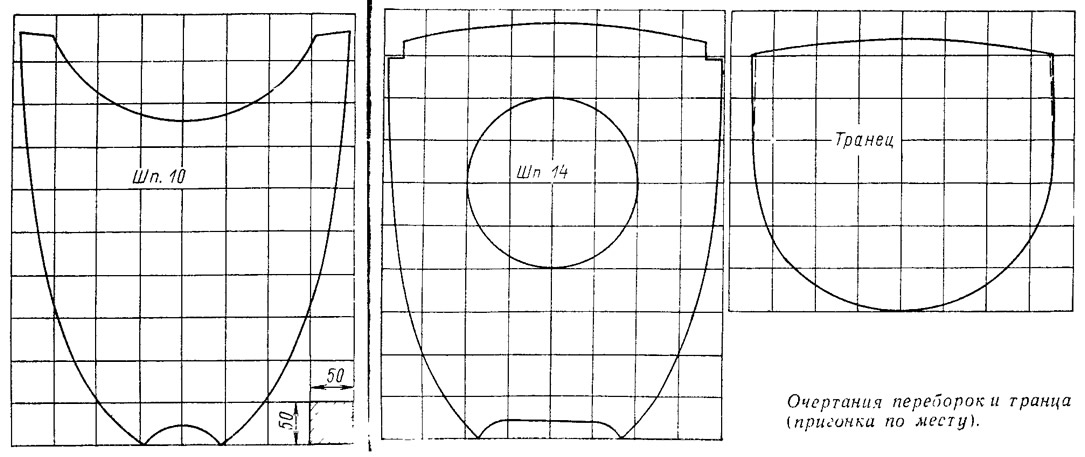
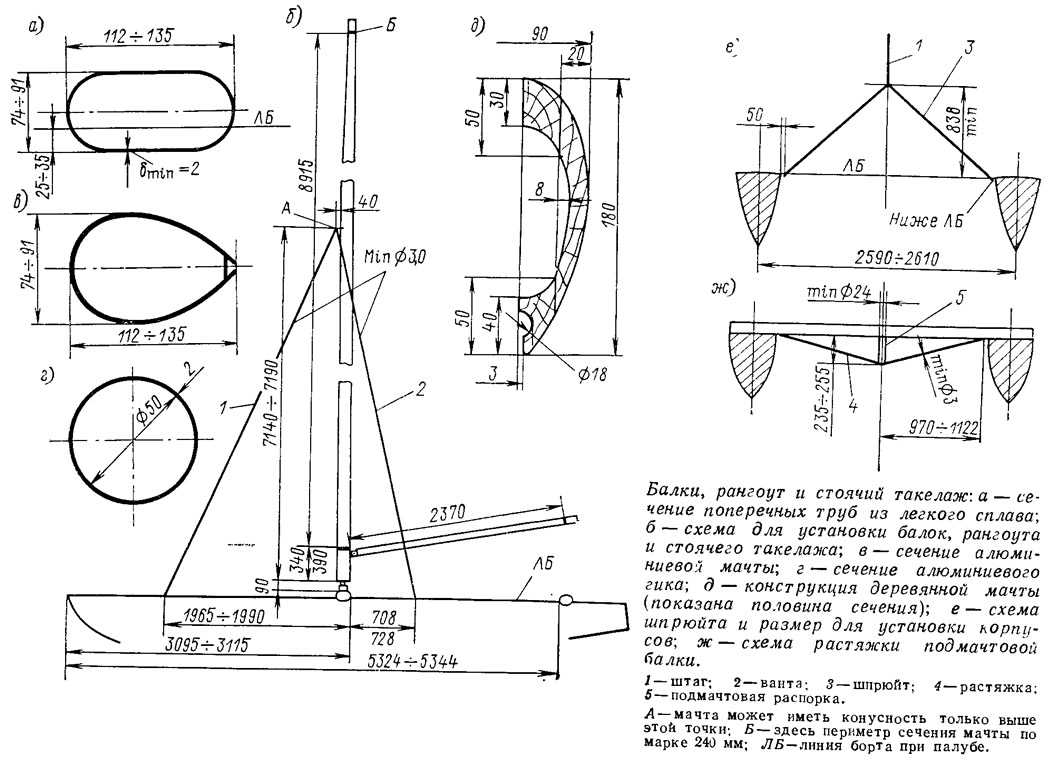
Конструкция длинных и очень узких круглоскулых корпусов катамарана необычна. В них нет ни привычного продольного набора — киля и стрингеров, ни форштевня, ни шпангоутов (изготовление которых занимает так много времени!). Если не считать транец, легкие привальные брусья и бимсы, то можно сказать, что в 6-метровын корпус устанавливаются только три фиксирующих его форму детали — две поперечные переборки по концам швертового колодца (на шп. 10 и 14) и пенопластовая горизонтальная диафрагма — распорка в носовой части (шп. 1— 9½). Основную формообразующую роль играет сама фанерная обшивка.
Корпус собирается из двух одинаковых бортовых и одного палубного листов водостойкой фанеры толщиной 4 мм. Контуры этих трех деталей надо вычертить на заранее склеенных на полную длину корпуса заготовках. Листы располагают так, чтобы на наружных поверхностях фанеры слои были ориентированы вдоль корпуса, и стыкуют «на ус». Следует обратить особое внимание на то, что от точности разметки и изготовления частей обшивки во многом зависит качество корпусов и соответствие катамарана классу.
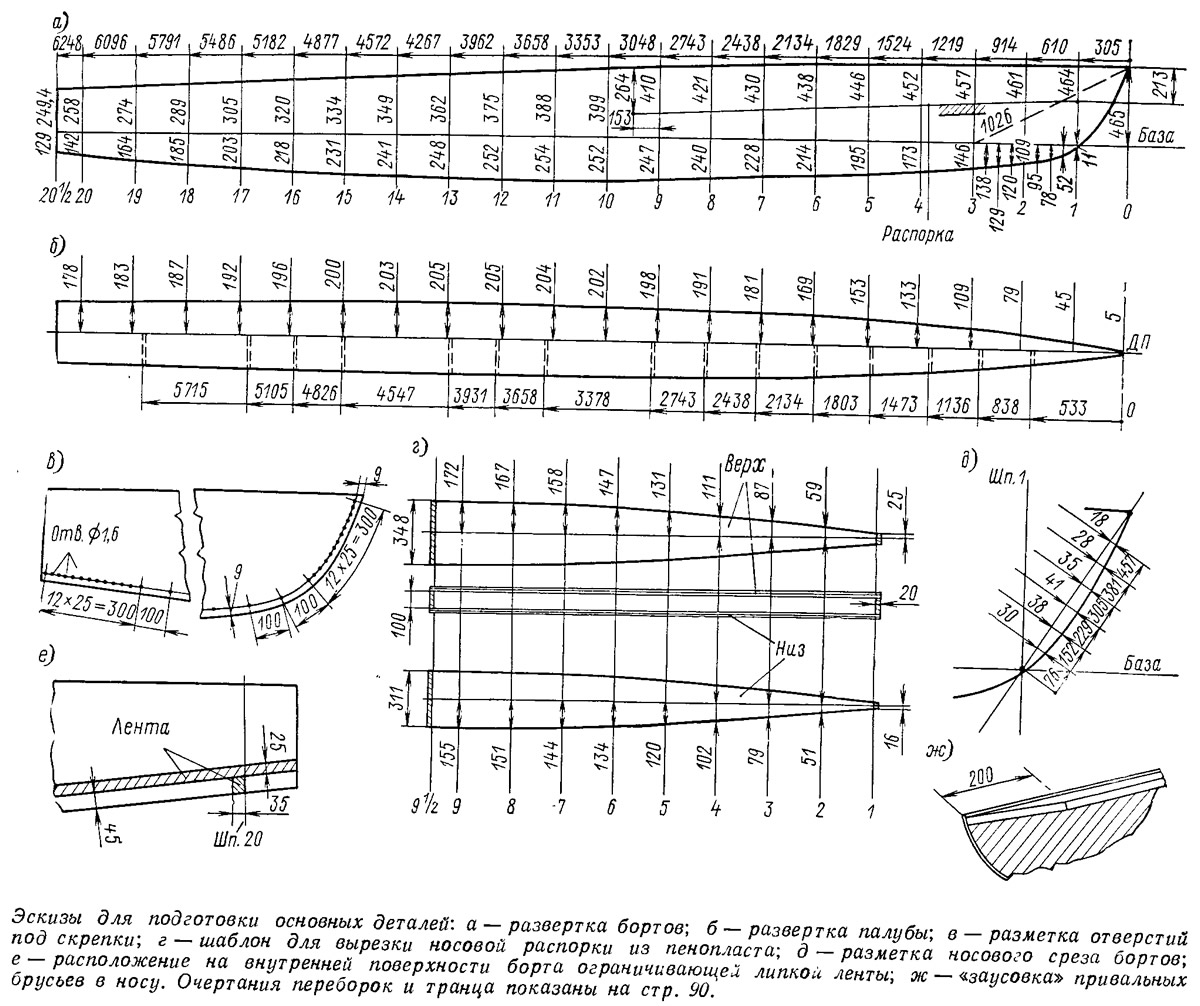
Нужно сразу же решить, который из бортов будет правым, а который — левым и соответственно замаркировать их. Одновременно с разметкой контура на внутренних поверхностях бортов нужно нанести линию, соответствующую верхней кромке носовой пенопластовой распорки. Кроме того, на внутренних и внешних поверхностях бортов надо прочертить линии вдоль «киля» — параллельно нижней кромке на расстоянии 45 мм от нее, а на наружной поверхности одного из двух бортов еще одну такую же линию на расстоянии 9 мм от кромки. Первая линия будет служить границей при оклеивании стеклопластиком соединения «по килю», а вторая — осевой при высверливании отверстий для скрепок.
Особенностью конструкции «Торнадо» является то, что борта соединяются в ДП — «по килю и форштевню» — проволочными скрепками с последующим оклеиванием стеклотканью с обеих сторон. Такой вариант соединения листов оказался вполне надежным и в то же время позволил значительно упростить и облегчить конструкцию, сократить объем работ.
Борта складывают внутренними поверхностями, обеспечив совпадение кромок, ставят сверху грузы, чтобы предотвратить смещение листов, и высверливают отверстия для скрепок диаметром 1,6 мм. Шаг 100 мм; в оконечностях, где при сборке листы будут изгибаться с большим напряжением, шаг уменьшается до 25 мм.
Затем, разложив борта внутренними поверхностями вверх, по всей их длине приклеивают привальные брусья по верхней кромке, а после схватывания клея сострагивают их концы в носу «на ус», как показано на эскизе. Нижнюю кромку «при киле» скругляют по радиусу 3 мм. Вдоль линии, размеченной на расстоянии 45 мм от кромки, накладывают липкую ленту от шп. 2 до кормовой оконечности и дополнительно кусочек ленты поперек корпуса у шп. 20. Лента будет защищать фанеру от попадания эпоксидного клея.
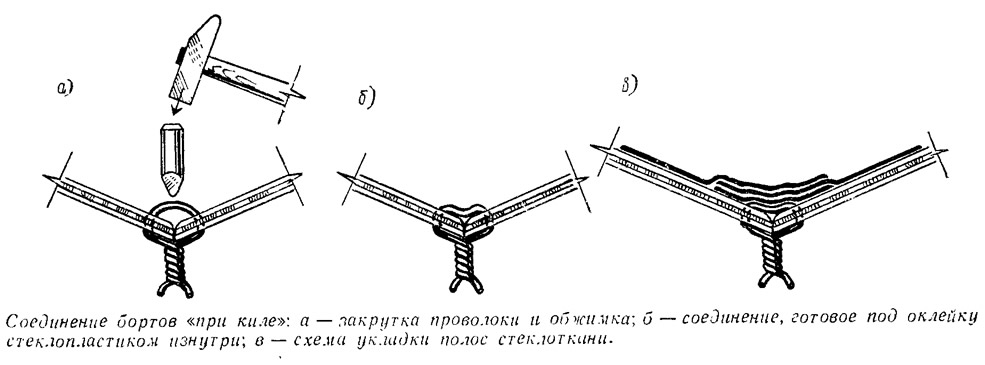
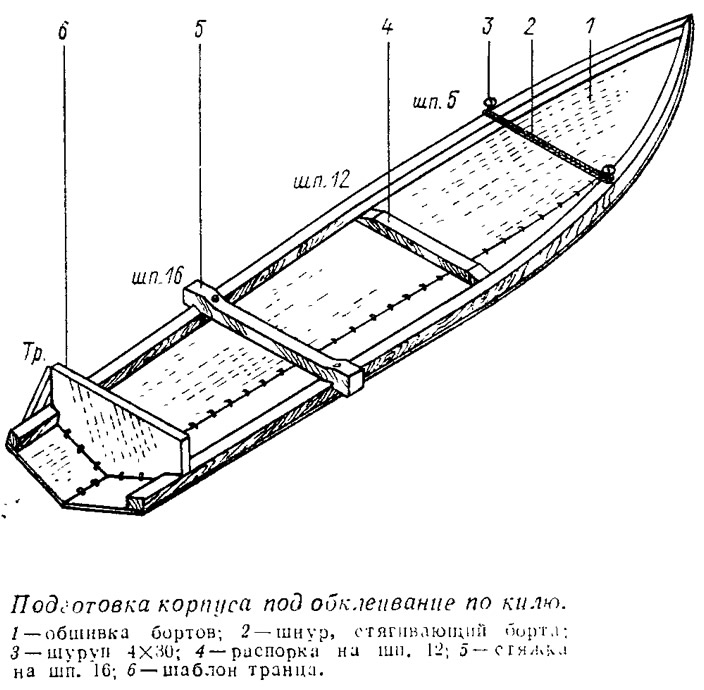
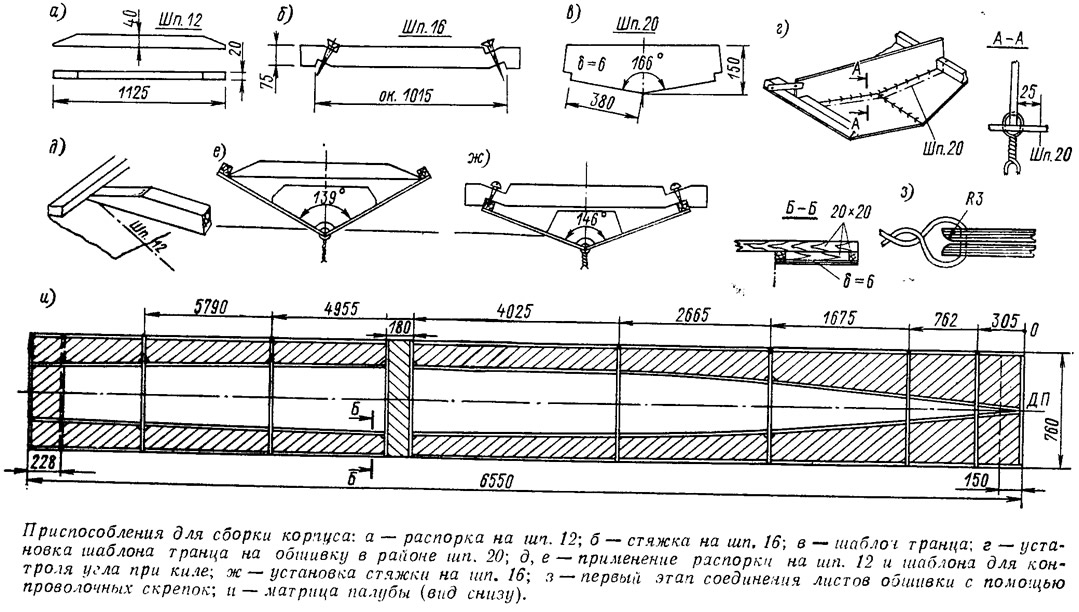
Теперь начинается сшивание бортов; их укладывают один на другой, проверяют совпадение верхних кромок и соединяют медной проволокой диаметром 1,5 мм (отрезками по 100 мм), слабо закручивая концы. После этого раздвигают борта, зафиксировав положение специально изготовленной распоркой на шп. 12, и начинают затягивать скрепки, следя при этом, чтобы оба конца проволоки скручивались равномерно, а не обвивался один конец вокруг другого. Одновременно, подрезая распорку, добиваются, чтобы угол на шп. 12 при киле составлял 139° (для замера заранее делают шаблон). Вынимая распорку для подгонки, необходимо сначала вставить на это место временную распорку, чтобы избежать ослабления проволочного соединения.
Затянув скрепки в средней части по длине корпуса, ставят шаблон транца на расстоянии 25 мм от теоретической линии шп. 20 и временно крепят его к обшивке проволокой, а к привальным брусьям — кусочками рейки.
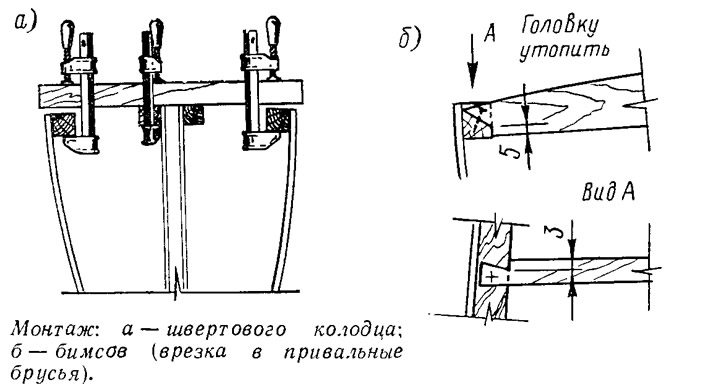
Затем стягивают борта в районе шп. 5. Для этого в привальные брусья ввинчивают шурупы так, чтобы их головки торчали над поверхностью; за шурупы закрепляют шнур, постепенно натягивая который, добиваются получения ширины по наружным кромкам бортов на шп. 5, равной 584 мм. Последней ставится стяжка на шп. 16, задающая угол при киле 146°. По всей длине корпуса проверяют натяжение скрепок и плотность сопряжения кромок. Проволоку осаживают изнутри корпуса, следя при этом, чтобы по соединению не появлялся зазор. Ослабшие крепления затягивают.
Следующий этап — обклеивание соединения изнутри корпуса стеклотканью на эпоксидном клее в три слоя. Для первого слоя вырезается узкая полоса шириной 25 мм и укладывается точно по ДП. Второй и третий слои накладываются полосами шириной 75 мм со сдвигом одной на левый борт, а другой — на правый вплотную до липкой ленты. После укладки стеклоткани липкую ленту сразу же надо удалить, стеклоткань тщательно пригладить, удаляя воздух из пузырьков. В нос от шп. 2 и в корму от линии, расположенной на 35 мм в нос от шп. 20, стеклоткань выходить не должна.
После отверждения стеклопластика (примерно сутки) обрезают заподлицо с наружной поверхностью обшивки все проволочные скрепки в районе от шп. 2 до точки, расположенной на 13 мм в корму от шп. 20. Скрепки в нос и в корму от указанных точек и крепления шаблона транца обрезать нельзя. Поверхность обшивки вдоль киля — между полосами липкой ленты зашкуривают, затем обклеивают снаружи от шп. 2 до шп. 20 точно так же, как и изнутри корпуса. Затем, дав выдержку для отверждения стеклопластика, снимают распорки, стяжки и шаблон транца и обрезают корпус по линии на 13 мм в корму от теоретической линии шп. 20.
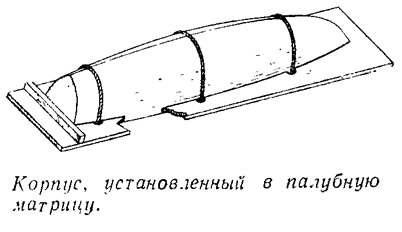
Для дальнейших работ необходимо изготовить по приводимому эскизу простейшую матрицу, вырез которой должен в точности соответствовать очертаниям палубы. Матрицу укладывают на твердый пол и устанавливают в нее корпус килем вверх, заправляя кромки бортов (начиная с носа — в корму) в вырез. Одновременно под матрицу укладывают прокладки, добиваясь того, чтобы она в продольном направлении получила изгиб, соответствующий седловатости бортов. Для фиксации нормального положения корпуса в матрице его в трех местах по длине притягивают шнуром. Привальные брусья должны плотно прилегать к матрице по всей длине без перекоса корпуса. Борта можно прижимать к матрице струбцинами только в районе шп. 16.
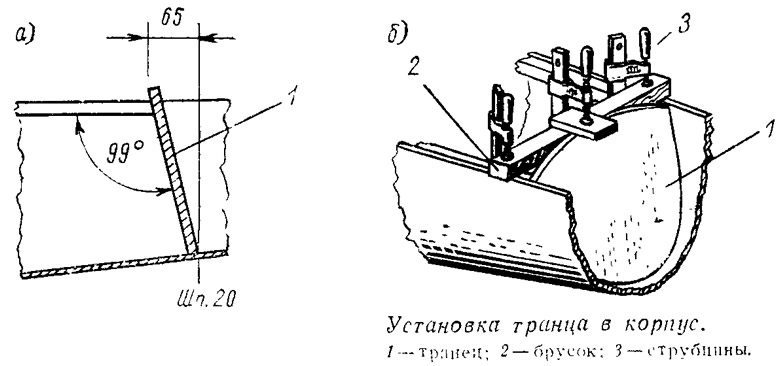
Теперь корпус вместе с матрицей переворачивают и ставят килем вниз, раскрепив на козелках на высоте, удобной для работы. Привальные брусья обрезаются под углом 99° к линии борта на расстоянии 65 мм в нос от шп. 20. (Этот размер рассчитан на транец толщиной 18 мм.) Вырезать сам транец нужно по шаблону, оставляя припуск по бортам, который затем сострагивается при подгонке — равномерно с обоих бортов до плотного прилегания кромок к обшивке. Транец должен входить в корпус с некоторым натягом; его кормовая кромка у киля должна быть расположена на 13 мм в нос от шп. 20. К матрице крепят планку и струбциной, опертой на эту планку, вдавливают транец на место. Проверив правильность положения транца, на бортах отмечают карандашом положение его носовой и кормовой кромок, транец вынимают, а по оси между оставшимися карандашными линиями сверлят отверстия диаметром 3 мм с шагом 50 мм. Кромки транца и обшивку в месте его установки промазывают клеем, транец снова вставляют на место и запрессовывают шурупами 3X18, устанавливаемыми от киля одновременно по обоим бортам.
В корпус заводится фанерная переборка на шн. 14; после подгонки ее приформовывают к обшивке «мокрыми угольниками» — обклеивают по периметру стеклотканью в два слоя (первый шириной 20 мм, второй — 40 мм) с обеих сторон.
Затем окончательно обжимают скрепки в носу — «на штевне» — с проверкой обводов на плавность: обжимать обшивку надо так, чтобы не было зазора между бортами, но в то же время не образовывались выпуклости или впадины на бортах. Затем изнутри корпуса обклеивают тремя слоями стеклоткани соединение по «штевню» и всю носовую часть вплоть до шп. 2, а на киле — немного в корму от шп. 2, перекрывая обклейку киля. После отверждения пластика ставится на место носовая горизонтальная распорка.
В соответствии со сборочным чертежом нарезаются на привальные брусья и ставятся на клей с запрессовкой шурупами 4x30 (со стороны обшивки) четыре подушки под концы поперечных труб, соединяющих корпуса катамарана. Затем под подушками наклеивают полосы стеклоткани шириной 300 мм по всему периметру поперечного сечения корпуса. Куски стеклоткани перехлестываются на киле; верхние концы полос переходят на подушки и прижимаются к ним планками на гвоздях 2x50. После этого заводится в корпус, подгоняется и устанавливается переборка на шп. 10. По периметру она приформовывается к обшивке полосами стеклоткани в два слоя, как и переборка на шп. 14, а к подушкам — четырьмя слоями.
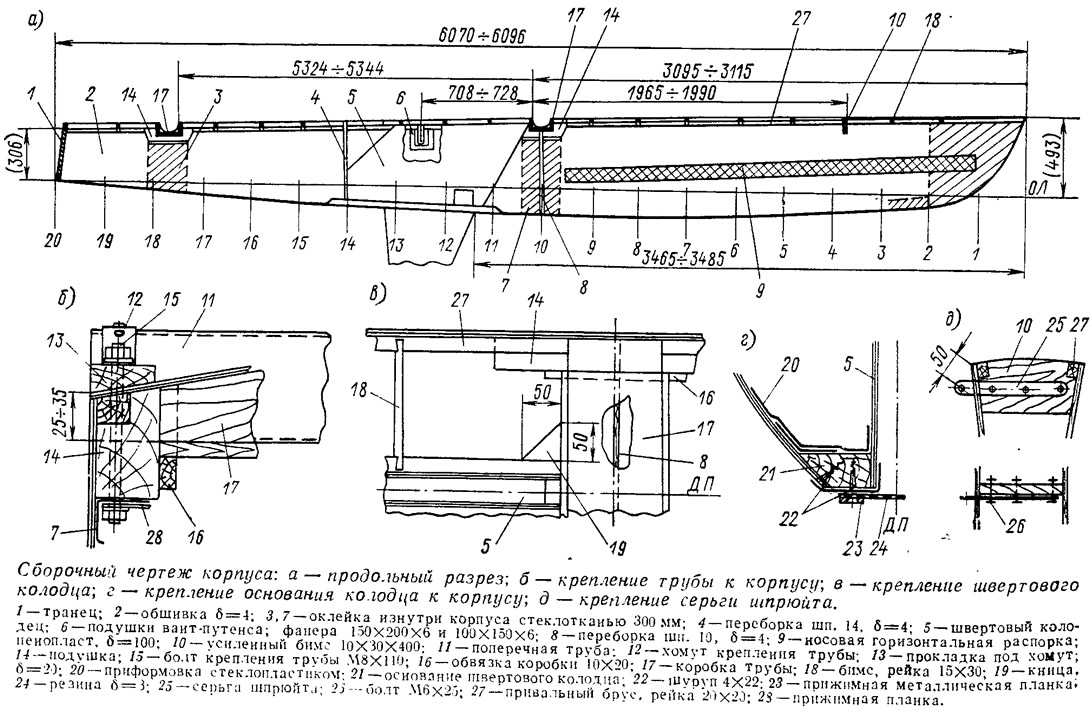
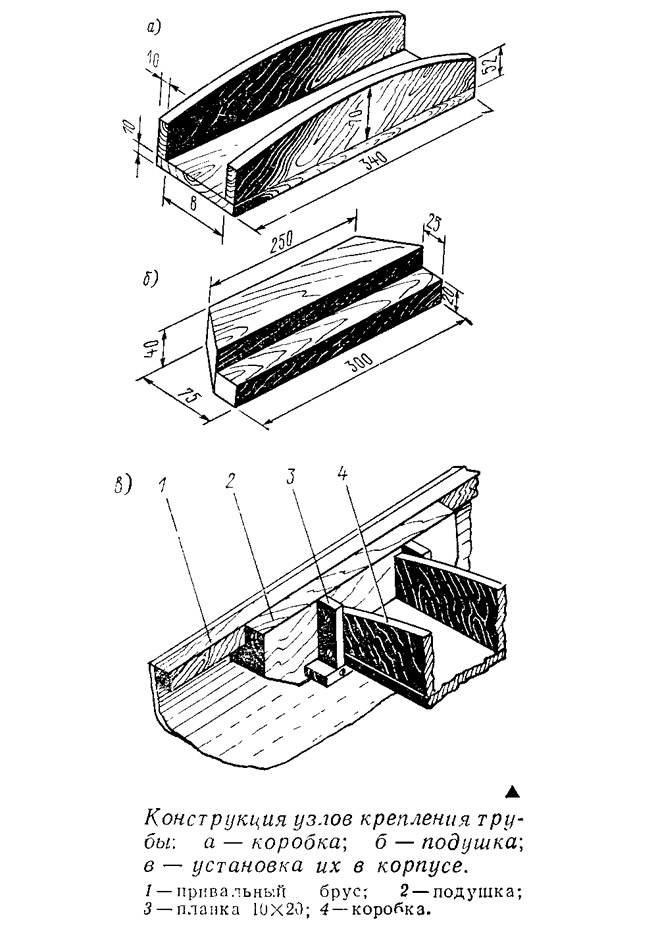
Алюминиевые поперечные трубы, соединяющие корпуса, укладываются в установленные поперек корпусов герметичные желоба — коробки, собранные из 10-миллиметровых досок и вплотную подогнанные по длине между подушками. Контур торцов коробок обчерчивается на обеих подушках, затем коробки вынимаются и на подушки (снаружи от контура коробок) ставятся на шурупах 4X30 и клею планки обвязки 10x20 мм. К этой обвязке и крепятся окончательно коробки на клею и шурупах 3X18.
Одновременно устанавливаются на место накладки под вант-путенсы. вырезанные из 6-миллиметровой фанеры (сначала большую, затем малую). Их верхние кромки должны плотно упираться в привальный брус. Накладки устанавливают на клей с запрессовкой струбциной.
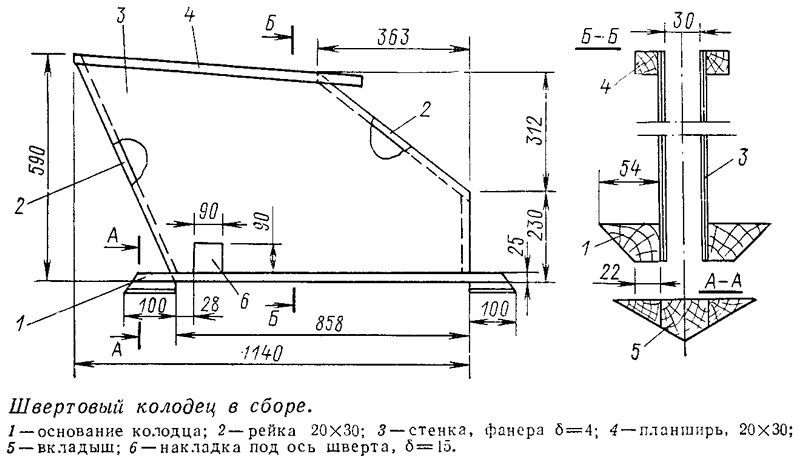
Установка предварительно собранного узла швертового колодца начинается с разметки положения ДП на коробке носовой трубы; затем основание колодца подгоняется — пристрагивается к днищу корпуса и обрезаются верхние планшири до плотного прилегания к коробке трубы. По окончании подгонки обчерчивают основание колодца, вынимают его из корпуса и на днище по линии, расположенной на расстоянии 55 мм от линии киля, размечают положение крепежных отверстий ∅3 (под шурупы) с шагом 100 мм. Высверливают эти отверстия и снаружи корпуса вворачивают шурупы так, чтобы они не выступали за внутреннюю поверхность обшивки.
Теперь изнутри на место установки колодца укладывают два слоя стеклоткани и сразу же, не ожидая схватывания клея, ставят сам колодец, промазав тем же эпоксидным клеем его основание. Струбцинами колодец запрессовывают на место, обеспечивая При этом и плотное прилегание колодца к коробке трубы, затем окончательно заворачивают шурупы со стороны днища. После отверждения клея колодец крепят к коробке трубы, а его планширь связывают с коробкой двумя мощными (δ=20) горизонтальными кницами на клею с запрессовкой гвоздями 1,6x30 мм. Переборка на шп. 14 к задней шпонке швертового колодца приклеивается с запрессовкой гвоздиками 1,2X20 мм. Для герметизации узла колодца наклеиваются полосы стеклоткани по его основанию, планширям и шпонкам.
Планшири швертового колодца, привальные брусья, подушки и поперечные стенки коробок обрезаются — сострагиваются до уровня палубы с проверкой по шаблону погиби бимсов. Затем подгоняются бимсы; их концы нарезаются на привальные брусья. Бимсы устанавливаются в фигурные гнезда в брусьях на клею и шурупах 3x18 мм. Под серьгу шпрюйта (растяжки) штага ставится усиленный бимс, который крепится к бортам на клею и шурупах 4X22. Сразу же можно закрепить болтами металлическую серьгу шпрюйта и вант-путенсы. Там, где нужно, бимсы прострагивают и снимают малку.
Фанерный настил палубы ставят на место, предварительно промазав привальные брусья и бимсы клеем. Палубу запрессовывают гвоздями 1,6x30 на «мухах» с шагом около 40 мм. После затвердевания клея «мухи» и гвозди удаляют. В настиле палубы прорезают щель для шверта (щель в днище можно сделать раньше).
Полосами стеклоткани шириной 50 мм на эпоксидном клее снаружи обклеивают форштевень, соединение бортов с палубой, углы швертовой щели и углы транца. Затем вся поверхность корпуса зашкуривается, покрывается горячей олифой, шпаклюется и окрашивается обычными способами.
Для окончательной сборки катамарана корпуса устанавливают в кильблоках с таким расчетом, чтобы расстояния между ДП корпусов в носу и в корме были равны, а рейки, уложенные поперек на верхние концы форштевней и по срезу палубы у транцев — строго горизонтальны. Отвесом, опущенным через швертовую щель, проверяют вертикальность установки корпусов. Тщательно замеряют расстояния между ДП корпусов по палубе и по килю. Замеры делают одновременно; разница между размерами не должна превышать допустимую правилами. В выверенном положении корпуса надежно фиксируют и приступают к установке труб.
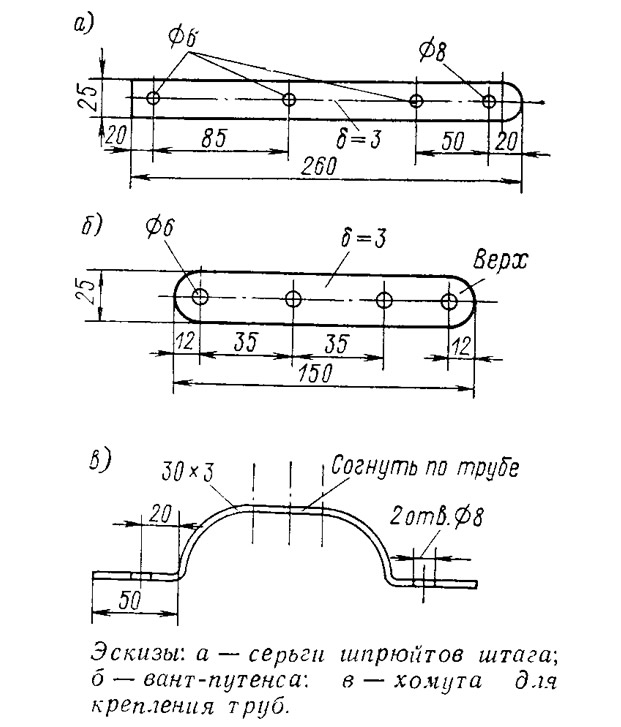
На края палубы над подушками приклеивают прокладки, которые будут подгоняться при установке хомутов. Укладывают на место носовую трубу и подгоняют по ней вырезы в бортах и подушках, обеспечивая плотность прилегания трубы по всей опорной площади подушек. На концы трубы накладывают хомуты, подрезают прокладки, добиваясь плотного прилегания хомутов к трубе, и по отверстиям в их лапах сверлят отверстия в подушках под болты. Пространство в коробках под трубами плотно заполняют пенопластом.
Трубу окончательно устанавливают на место и затягивают гайки на болтах крепления хомутов; для этого в палубе на расстоянии 300 мм в нос от трубы должны быть вырезаны лючки диаметром 120—150 мм, через которые можно просунуть руку. В хомутах и трубах (только по наружным бортам корпусов) сверлят по три отверстия и крепят хомуты к трубам 5-миллиметровыми заклепками.
Таким же образом устанавливают кормовую трубу.
Изготовление корпусов «Торнадо» заканчивается установкой арматуры:
- накладок на серьги шпрюйтов штага и вант-путенсы для предотвращения раскачивания серьг и путенсов;
- планок крепления тканевого мостика;
- петель для откренивания;
- уток или стопоров;
- крепления баллеров рулей;
- погона гика-шкота;
- сливных пробок в корпусах;
- планок шпрюйтов стаксель-шкотов.