
Основные данные катера

| Длина наибольшая, м | 7,68 |
| Длина по днищу, м | 5,80 |
| Ширина по миделе, м | 1,76 |
| Высота борта на миделе, м | 0,65 |
| Вес, кг | 650 |
| Полное водоизмещение, кг | 1500 |
Корпус катера отличается большим удлинением (отношение длины к ширине по ватерлинии равно 4,3) и плавными обводами по ватерлиниям, оптимальными при установке двигателей самой малой мощности (4—12 л. с.). Наибольшей популярностью на Дону до сих пор пользуются четырехтактные двигатели серии «Л», но на «Азовчанке» поставлен 13,5-сильный «СМ-557Л», с которым катер развивает 14 км/час практически независимо от нагрузки.
Принятое на большинстве азовских лодок размещение двигателя в среднем отсеке, выделяемом двумя сплошными переборками (переруб), затрудняет проход с носа в корму. Чтобы устранить этот недостаток и сделать кокпит более просторным, на «Азовчанке» моторный отсек сдвинут к ахтерштевню. Для обслуживания двигателя в палубе над ним сделан открывающийся люк, а в передней переборке отсека — дверца.
Другое отличие катера от типичной лодки — закрытая рулевая рубка, возвышающаяся над основной надстройкой. Два штурвала на общей оси, расположенные по обе стороны от переборки на шп. 7, позволяют управлять судном как из рубки, так и из кокпита.
В каюте можно расположиться на ночлег втроем; постель устраивается прямо на пайоле. Остальные члены экипажа ложатся под тентом в кокпите.
6 катере много места для размещения запасов топлива, грузов и походного снаряжения: ахтерпик, просторный моторный отсек, рундуки в кокпите, два небольших рундучка под сиденьями в каюте, форпик.
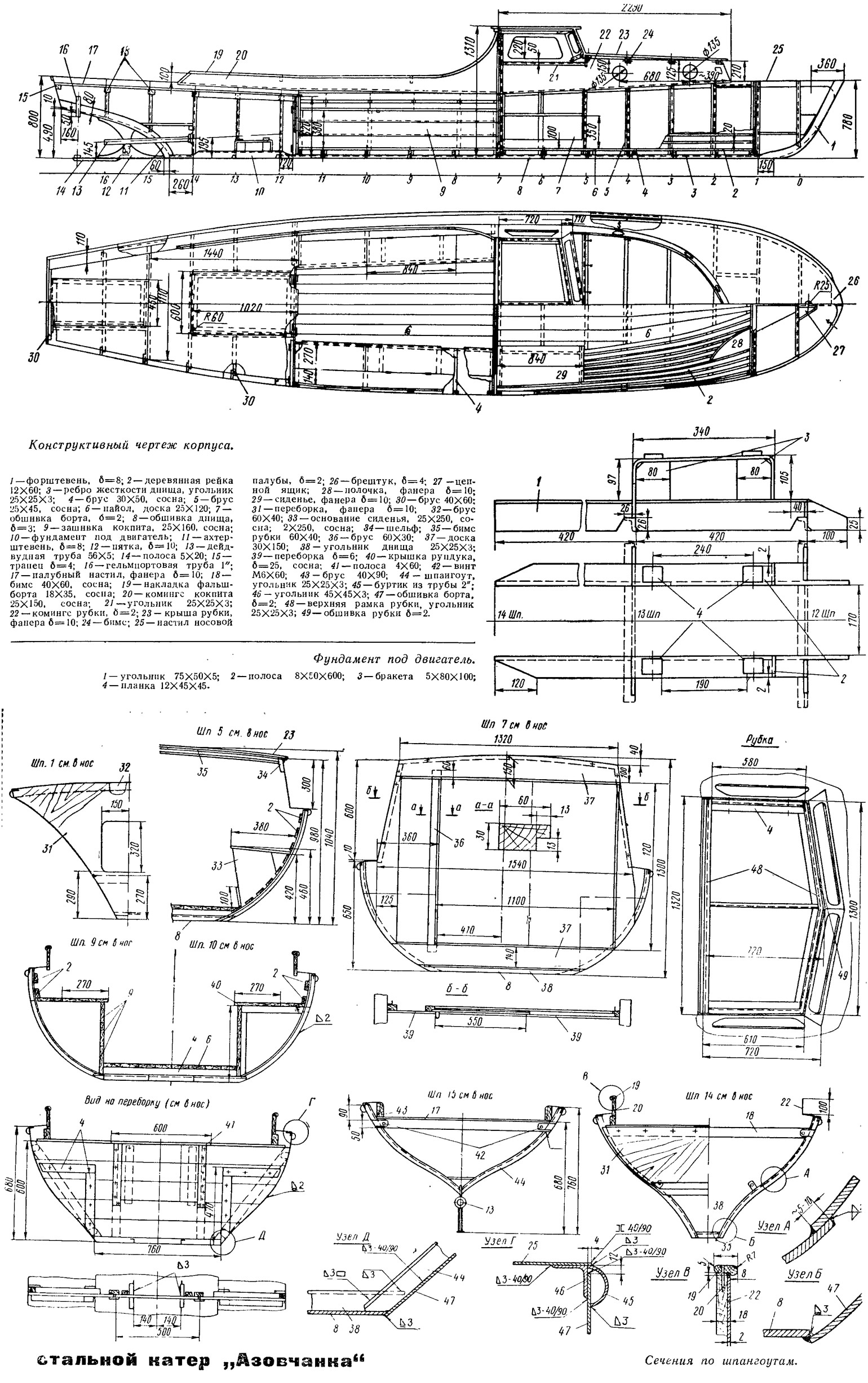
Корпус катера — стальной, цельносварной. Внутренние привальные брусья и набор, состоящий из шпангоутных рамок и разрезных днищевых стрингеров (составленных из коротышей, длина которых равна шпации), изготовляются из стальных угольников. Днище обшито листовой сталью толщиной 3 мм; бортовая обшивка, настил палубы (на большей части длины судна) и стенки рубки изготовлены из 2-миллиметровых листов. Все поперечные переборки (на шп. 1, 7 и по краям моторного отсека), крыша рубки и настил палубы в корме изготовлены из 10-миллиметровой водостойкой фанеры. Для обстройки корпуса внутри используются дюймовые сосновые доски; в каюте борта обшиты сосновой рейкой 12X60.
Полезно коротко познакомиться с технологией постройки корпуса, который может быть изготовлен в условиях любой мастерской, имеющей сварочное и газорезательное оборудование.
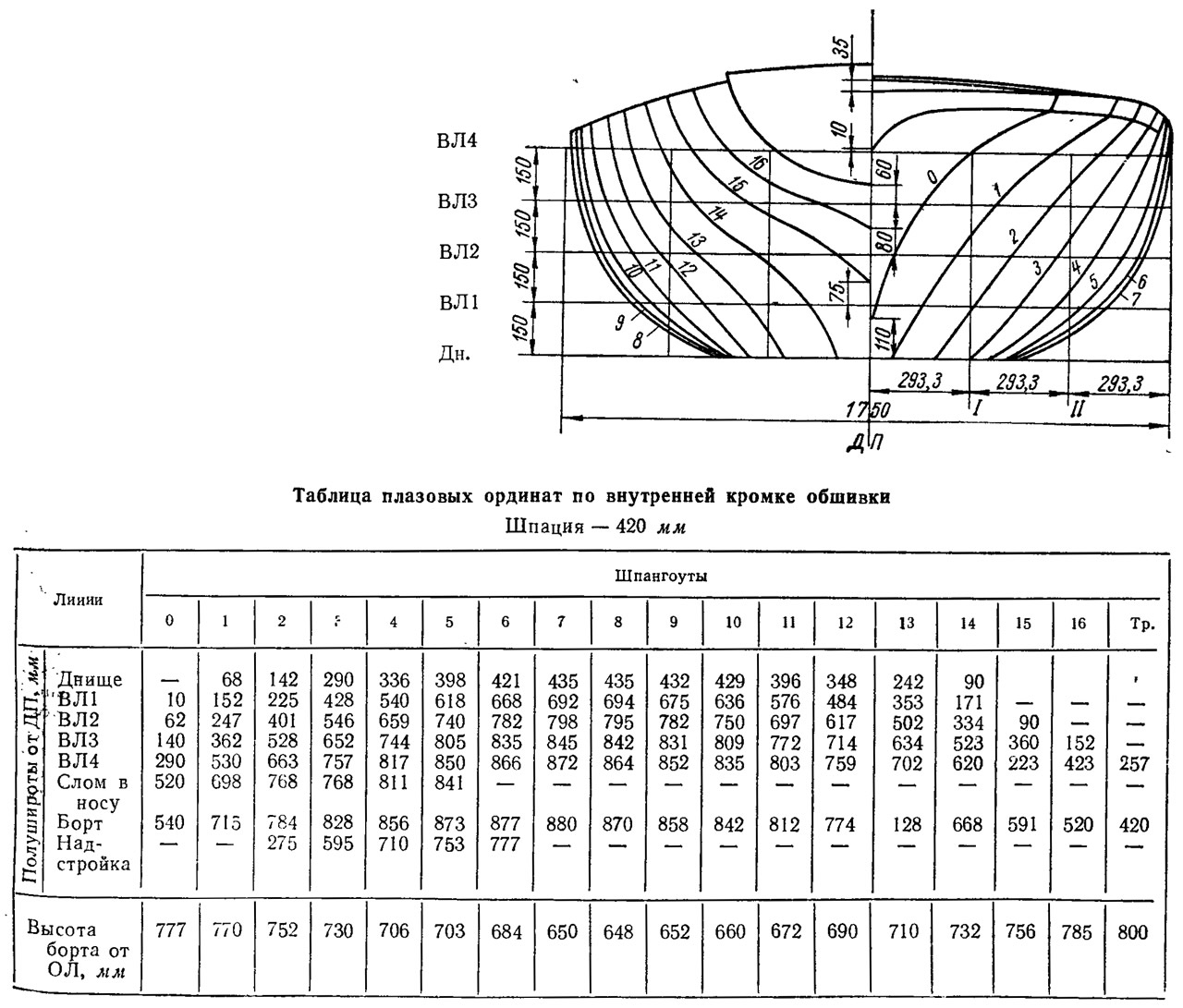
Сначала производится обычная плазовая разбивка на фанере или ватмане проекции «корпус» в натуральную величину. Затем по разбивке делаются шаблоны (доска, фанера) очертаний всех шпангоутов от ДП на борт. Эти шаблоны необходимы как для контроля при гибке деталей шпангоутов, нарезанных из угольника 25X25X3, так и при вычерчивании так называемого «черного плаза», нужного для сборки шпангоутных рамок.
Черный плаз разбивается на ровном стальном листе; линии шпангоутов вычерчивают полностью на оба борта и обязательно прокернивают, чтобы они не стирались. При сборке шпангоутной рамки все ее детали укладываются по разметке на свои места, подгоняются одна к другой, крепятся прихватками к плазу и после этого привариваются. По окончании сварки прихватки срубаются, раскладываются детали следующей рамки,- На тех шпангоутах, где нет бимсов, ставятся временные поперечные ребра жесткости, на которые выносится положение линии ДП.
Заготовленные детали ахтерштевня, дейдвудная труба с кронштейном и пяткой руля и гельмпортовая труба собираются в один узел таким же образом — на металлическом плазе с креплением к нему коротышами и прокладками на прихватках. После сварки соединений и снятия всех креплений взаиморасположение основной линии (ОЛ), осей гребного вала и баллера должно строго соответствовать разбивке.
Разметка по таблице ординат деталей днища выполняется прямо на листах металла, после чего производится резка их на эксцентриковых ножницах.
Для сборки корпуса в положении вниз килем делается прямоугольная стапельная рама из угольников 100Х100 или швеллеров №10—16 по длине судна, раскрепленных поперечинами. На строго горизонтальную верхнюю поверхность стапеля укладывают листы днища, прижимают их к раме и крепят Электроприхватками. Выставляют штевни, выверяют их положение по отвесу и плазовым данным и раскрепляют к раме при помощи угольников 25X25. Затем прямо на днище размечают места установки шпангоутов и ставят шпангоутные рамки, проверяя их положение по отвесу и струне, натянутой в ДП между штевнями. Кормовые шпангоуты, начиная со шп. 7, ставятся полкой в корму, а носовые — полкой в нос. Одновременно крепятся коротыши днищевых стрингеров. Когда на стапеле поставлены штевни и весь набор, можно проверить плавность обводов с помощью длинных деревянных реек, прикладываемых снаружи к шпангоутам вдоль корпуса. После проверки Набор приваривают к днищу.
Работы по обшивке бортов «Азовчанки» начинаются с изготовления (из картона) шаблонов листов нижнего — скулового пояса. По шаблонам вырезаются детали обшивки с припуском по 50 мм на кромку.
Заданная теоретическим чертежом форма придается листам путем выколотки их на песке киянкой с проверкой прикладыванием прямо к набору в месте установки на корпус. При гибке деталей обшивки оконечностей, имеющих особенно сложную форму, приходится растягивать те или иные кромки, проколачивая их на плите «треугольниками».
Листы скулового пояса один за другим ставят на место, обжимают по набору струбцинами, причерчивают по кромке горизонтального днища, после этого снимают и обрезают припуски. Затем листы снова ставят на место, снова обжимают по шпангоутам и крепят к ним и к днищу электроприхватками. Стыки листов делаются внакрой с шириной перекроя 8—10 мм в корму, по ходу катера.
Теперь точно таким же образом подгоняют и крепят детали обшивки верхнего — бортового пояса. Паз, как и стыки, выполняется внакрой. Верхняя кромка прихватывается к угольнику внутреннего привального бруса.
Сварка корпуса выполняется электродами марки АНО-4, АНО-6 или ОММ-5 диаметром 3 мм.
Готовый корпус испытывается на водонепроницаемость наливом воды. Затем весь металл зачищается и грунтуется за три раза грунтом ФЛ-03К. Теперь можно начинать обстройку корпуса деревом, установку фанерных поперечных переборок, всего оборудования и т. п.