
На «Ладе» может быть установлен и стационарный двигатель, например, от автомобиля «Запорожец» или «Москвич». В этом случае к днищу следует приклепать две продольные балки высотой 120—180 мм, к верхним кромкам которых крепятся лапы двигателя и редуктора. Фундаментные балки должны простираться от транца до переборки шп. 4 и надежно связываться с ними ребрами-угольниками по всей высоте (от днища до палубы).
Строить «Ладу» из стали не рекомендуется, так как вес корпуса будет слишком велик (около 500 кг) и лодка окажется непригодной для установки «Вихря» и даже стационарного двигателя из-за значительного увеличения осадки.
Для уменьшения брызгообразования полезно закрепить по скуле брызгоотбойник из угольника; это — обязательная деталь корпуса глиссирующего катера с радиусным днищем.
Легкая дуралюминовая «Лада» несколько больше и мореходнее серийной лодки типа «Прогресс». Благодаря повышенной высоте борта и жесткому тенту ее с успехом можно эксплуатировать даже на крупных озерах. Сравнительно высокая скорость хода обеспечивается установкой двух подвесных моторов суммарной мощностью 40— 50 л. с. либо легкого автомобильного двигателя. С одним мотором «Вихрь» или «Москва-25» скорость составит 20—25 км/час в зависимости от нагрузки.
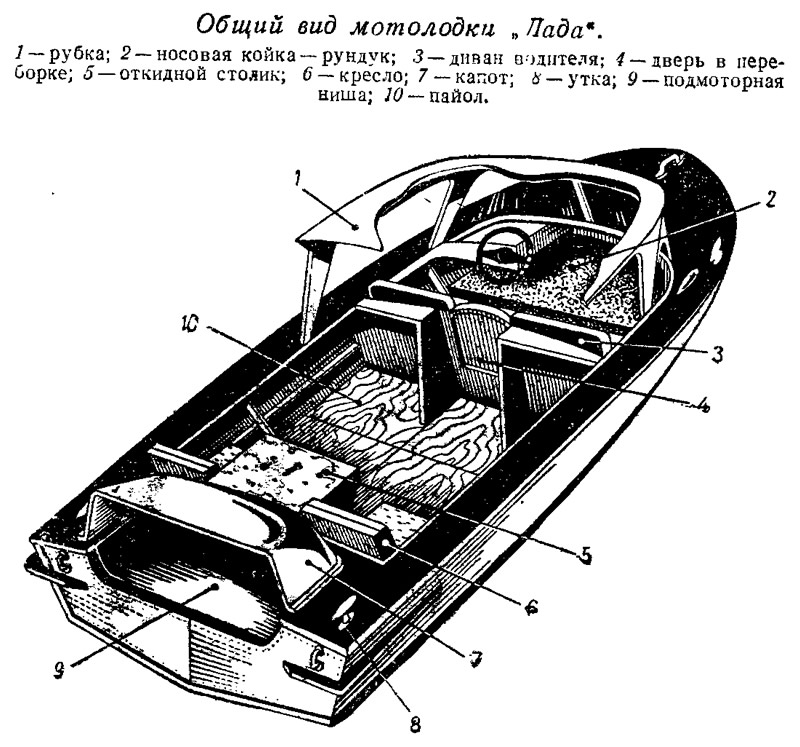
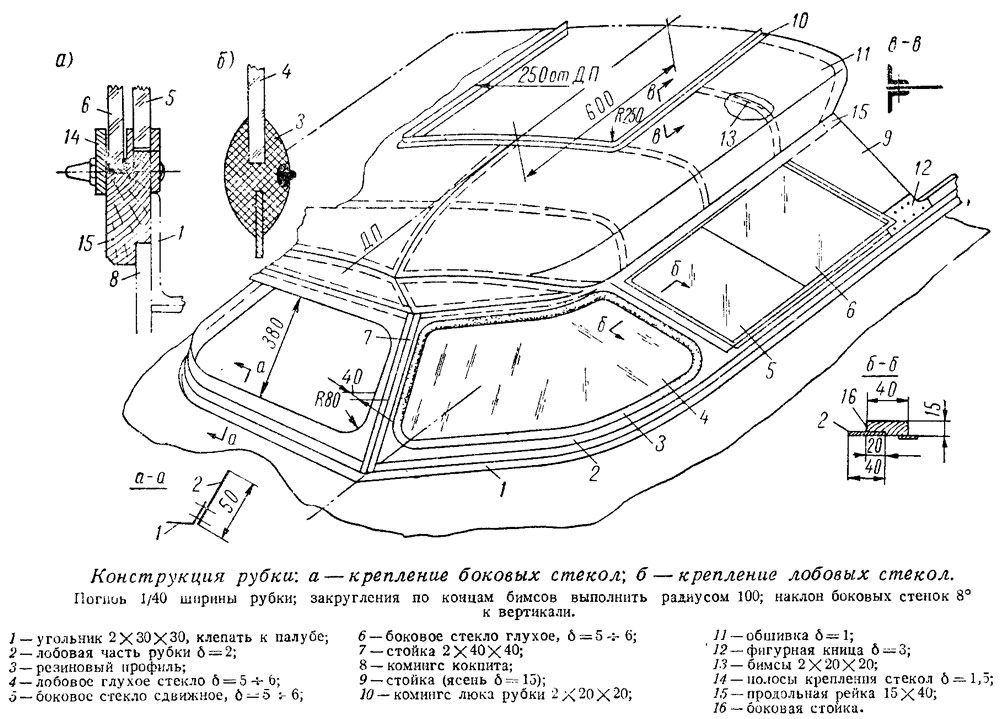
Корпус «Лады» разделен переборкой (на шп. 4) на кормовой открытый кокпит и носовую часть, закрытую жестким тентом — легкой рубкой. Место водителя расположено в закрытой части; здесь же на стоянке устраивается удобная двухспальная койка. Пространство под диваном водителя может быть использовано для хранения различных припасов. В рубке по левому борту на откидном пульте установлена рулевая колонка. Пульт сделан откидным для того, чтобы штурвал не мешал размещению не койке. Лобовое стекло рубки Закреплено, боковые стекла — сдвижные.
Основные данные лодки
| Длина наибольшая, м | 4,92 |
| Ширина наибольшая, м: | |
| по палубе | 1,86 |
| по скупе | 1,52 |
| Высота борта, м: | |
| на миделе | 0,76 |
| у форштевня | 0,84 |
| Полное водоизмещение, кг | 700 |
| Нормальная вместимость, чел. | 4 |
Из рубки в кокпит можно пройти через дверь в переборке на шп. 4; для удобства прохода, чтобы можно было выпрямиться во весь рост, в крыше рубки предусмотрен вырез (несложно оборудовать его откидной крышкой).
Кокпит оборудован двумя съемными креслами; между ними установлен съемный столик. За спинками кресел находится водонепроницаемая ниша для установки подвесного мотора. В транце должны быть сделаны дренажные отверстия для слива попавшей в нишу воды за борт.
В носовой части водонепроницаемой переборкой на шп. 1 выделен форпик, обеспечивающий непотопляемость лодки. Люк в этой переборке служит только для периодического осмотра и окраски форпика.
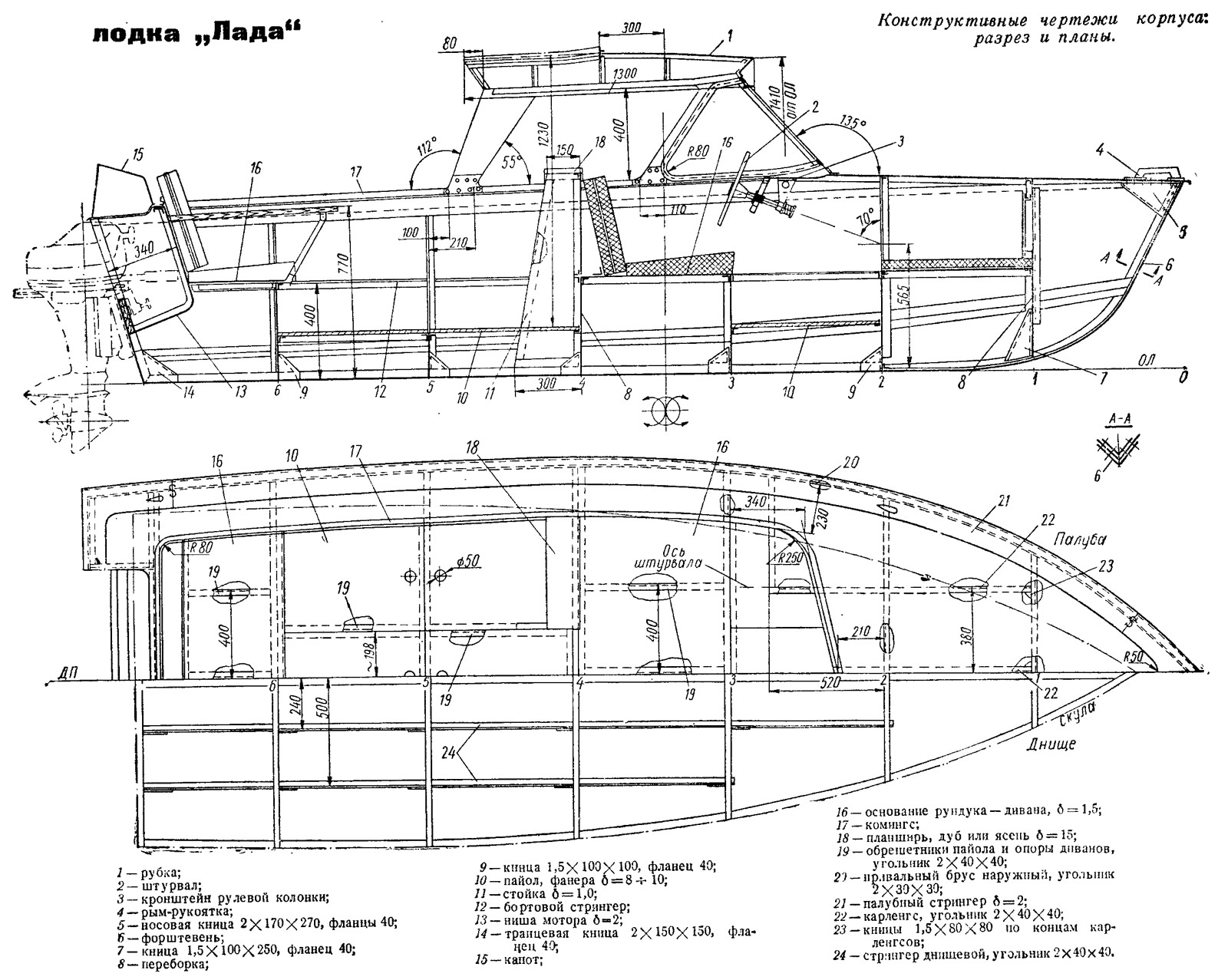
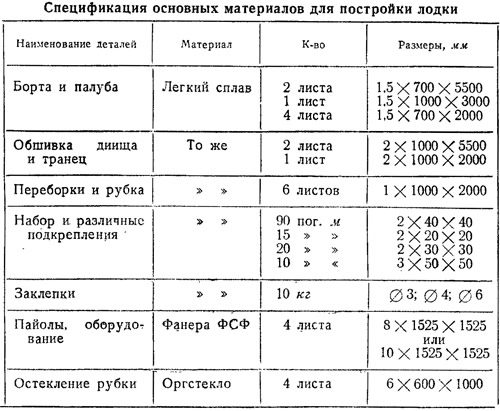
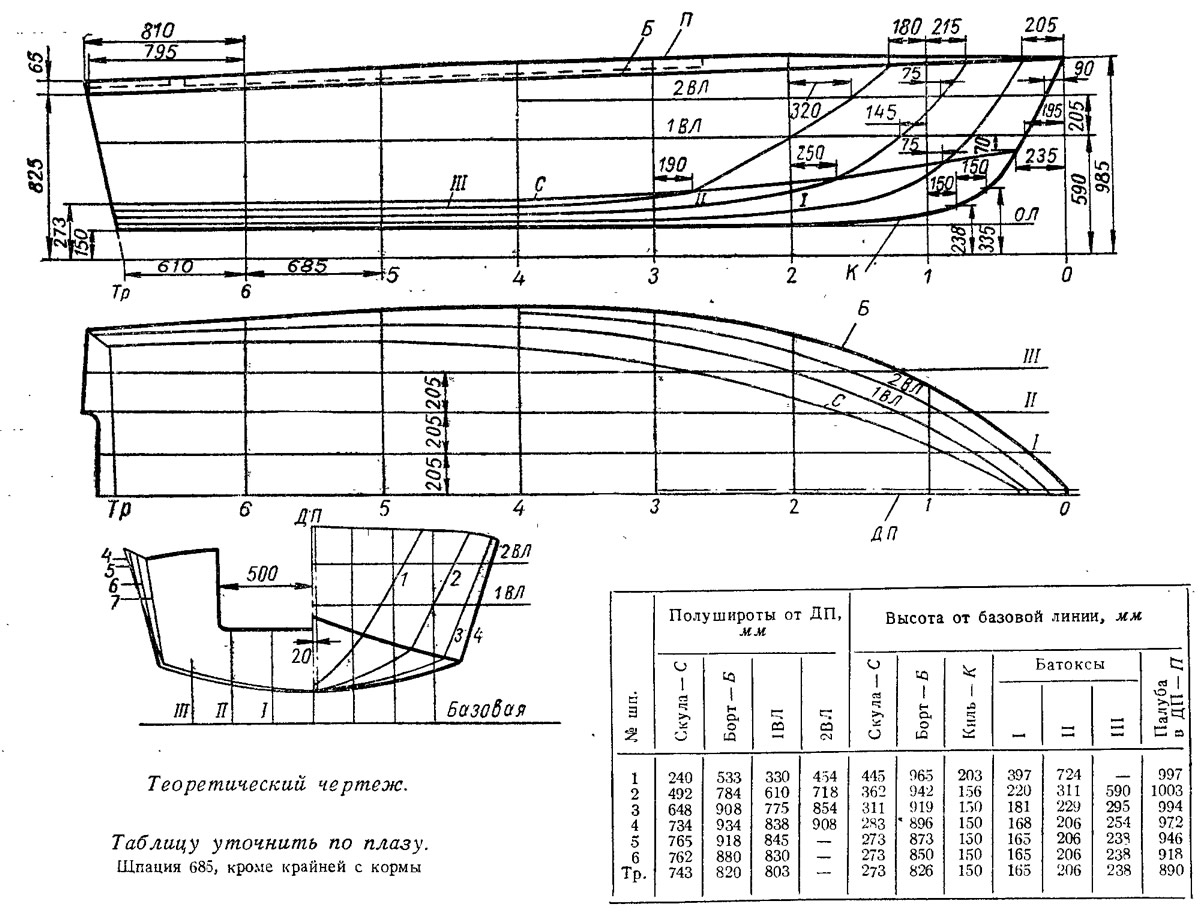
Корпус лодки клепаный, из легкого сплава, например из дуралюмина Д16 или алюминиево-магниевого сплава АМг. Для обшивки днища используются листы толщиной 2 мм, бортов — 1,5 мм, переборок — 1 мм с постановкой усиливающих накладок для повышения прочности соединений. Продольный и поперечный набор нарезается из угольников того же материала. Спецификация основных материалов приведена в таблице.
Постройка лодки начинается с плазовой разбивки, т. е. вычерчивания теоретического чертежа корпуса в натуральную величину на плазе. Плаз следует изготовить из нескольких листов строительной фанеры, соединенных на подкладках. Разбивку лучше сделать в трех проекциях (бок, полуширота и корпус). Необходимо работать остро заточенным твердым карандашом и соблюдать точность разметки. Напомним, что толщина обшивки при разбивке учитываться не должна.
С плаза делают шаблоны для вырезки отдельных деталей поперечного набора и переборок, а также снимают малки, т. е. фиксируют углы, на которые нужно разогнуть (согнуть) полки угольников поперечного и продольного набора для плотного прилегания обшивки. Вырезать детали из листового металла можно кровельными ножницами, а из угольников — ножовкой или зубилом.
Детали шпангоутных рамок раскладывают на плазе, подгоняют одну к другой и собирают в единый узел — рамку — на нескольких болтиках М4 таким образом, чтобы рамка не деформировалась. Затем сверлят отверстия под заклепочные швы и осуществляют клепку всех соединений рамки. Перед сборкой соприкасающиеся поверхности деталей следует загрунтовать, а в тех случаях, когда необходимо обеспечить водонепроницаемость соединения, проложить тиоколовую прокладку. Можно в качестве грунта использовать цинковые белила, а тиоколовую ленту заменить полосками тонкой ткани, пропитанными грунтом.
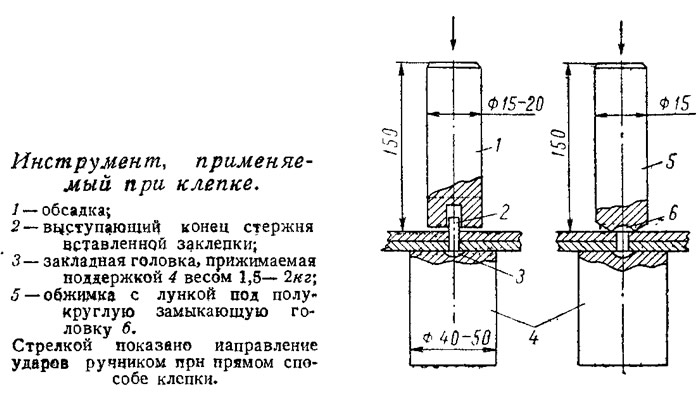
Приведем некоторые общие сведения по холодной клепке вручную тонколистовых металлических конструкций. Существуют прямой и обратный способы клепки; в первом случае удары молотком наносят со стороны замыкающей, т. е. расклепываемой головки, во втором — со стороны закладной головки: Обратный способ применяют в тех случаях, когда невозможно работать прямым, например, неудобно наносить удары изнутри корпуса (как правило, закладывают заклепки снаружи).
При клепке применяются следующие инструменты:
- оправка — заточенный на конус стальной стержень; ею выправляют несовпадающие отверстия при сборке деталей;
- поддержка — массивный стальной или чугунный стержень с лункой по форме закладной головки заклепки (или даже без лунки); служит для прижатия закладной головки в процессе клепки прямым способом;
- обсадка — стальной стержень с отверстием (по центру), диаметр которого на 0,5—1,0 мм больше диаметра заклепки; употребляется для уплотнения соединяемых деталей вокруг стержня заклепки;
- обжимка — стальной стержень с лункой по форме замыкающей головки; нанося по обжимке удары ручником, расклепывают выступающий конец стержня заклепки, формируя из него замыкающую головку.
Следует обратить особое внимание на то, чтобы инструмент не создавал подсечек или иных механических повреждений на головках заклепок и на поверхностях деталей; необходимо содержать инструмент в хорошем состоянии.
Рекомендуется применять заклепки из сплавов марок АМг-5 или АМц. В случае постройки корпуса из дуралюмина следует применять только заклепки из сплава В65.
Для соединения отдельных элементов корпуса применяются однорядные цепные швы (для клепки набора к обшивке), двухрядные и трехрядные шахматные прочно-плотные швы (для клепки водонепроницаемых соединений обшивки).
Соединения отдельных деталей, можно выполнять внакрой и встык с односторонней и двусторонней планкой-подкладкой.
Диаметр заклепок d обычно определяется расчетом. Приближенно для тонколистовых конструкций диаметр заклепок может быть принят равным удвоенной толщине материала, из которого изготовлены соединяемые детали. При склепывании деталей разной толщины удваивается меньшая; если же разница в толщинах значительна (2 мм и более), d = 2√S, где S — суммарная толщина листов. Полученное значение округляется до целого числа. Суммарная толщина всех склепываемых вместе деталей не должна превышать 4d.
Длина стержня заклепки должна быть равна суммарной толщине склепываемых листов плюс величина Р, необходимая для образования замыкающей головки. В зависимости от типа замыкающей головки Р равно: для полукруглой — 1,5d; конической — 1,3d; полупотайной — 1,1d; потайной — 0,9d.
Расстояние между рядами заклепок С, обуславливающее прочность и плотность соединения, принимается в зависимости от типа соединения от 2 до 5d; например, для соединений листов обшивки расстояние между рядами должно быть около 3d.
Шаг t, т. е. расстояние между центрами соседних заклепок в одном ряду, для прочно-плотных швов следует принимать от 3 до 5d и для других соединений от 8 до 10d.
Отстояние центра заклепки от кромки листа, профиля или накладной планки принимается равным 1,8—2d.
Отверстия под заклепки сверлятся ручной или электрической дрелью по предварительной разметке. При этом не должно получаться перекосов, эллиптичности, за-диров и прочих дефектов. Диаметры отверстий dотв должны быть несколько больше диаметра заклепок:
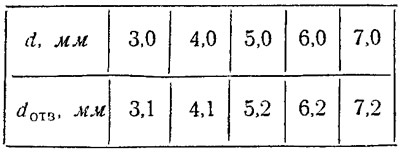
Гнезда под закладные головки потайных и полупотайных заклепок образуются зенкованием на угол 90°. Качество соединения, т. е. прочность, плотность шва и гладкость наружной поверхности, во многом зависит от степени соответствия геометрии закладной головки заклепки и подготовленного гнезда под нее. Зенкование лучше выполнять одновременно со сверлением. Глубина гнезд для потайной закладной головки при обратном способе клепки должна быть на 0,1 мм меньше высоты головки заклепки, а при прямом способе — равна высоте головки.
Перед клепкой детали конструкции с уже рассверленными отверстиями под заклепки собирают на монтажные (сборочные) болты, устанавливаемые через каждые 10—12 отверстий. Затем, начиная от середины шва к его краям, заклепывают все свободные отверстия, после чего сборочные болты снимают и заменяют заклепками.
Процесс клепки прямым способом выглядит так: под закладную головку заклепки, введенной в отверстие, устанавливается поддержка, затем на стержень заклепки надевается обсадка и несколькими ударами молотка по ней соединение уплотняется, после чего ударами молотка по выступающему из соединения с обратной его стороны стержню заклепки формируется замыкающая головка. В случае необходимости формирование замыкающей головки производится обжимкой.
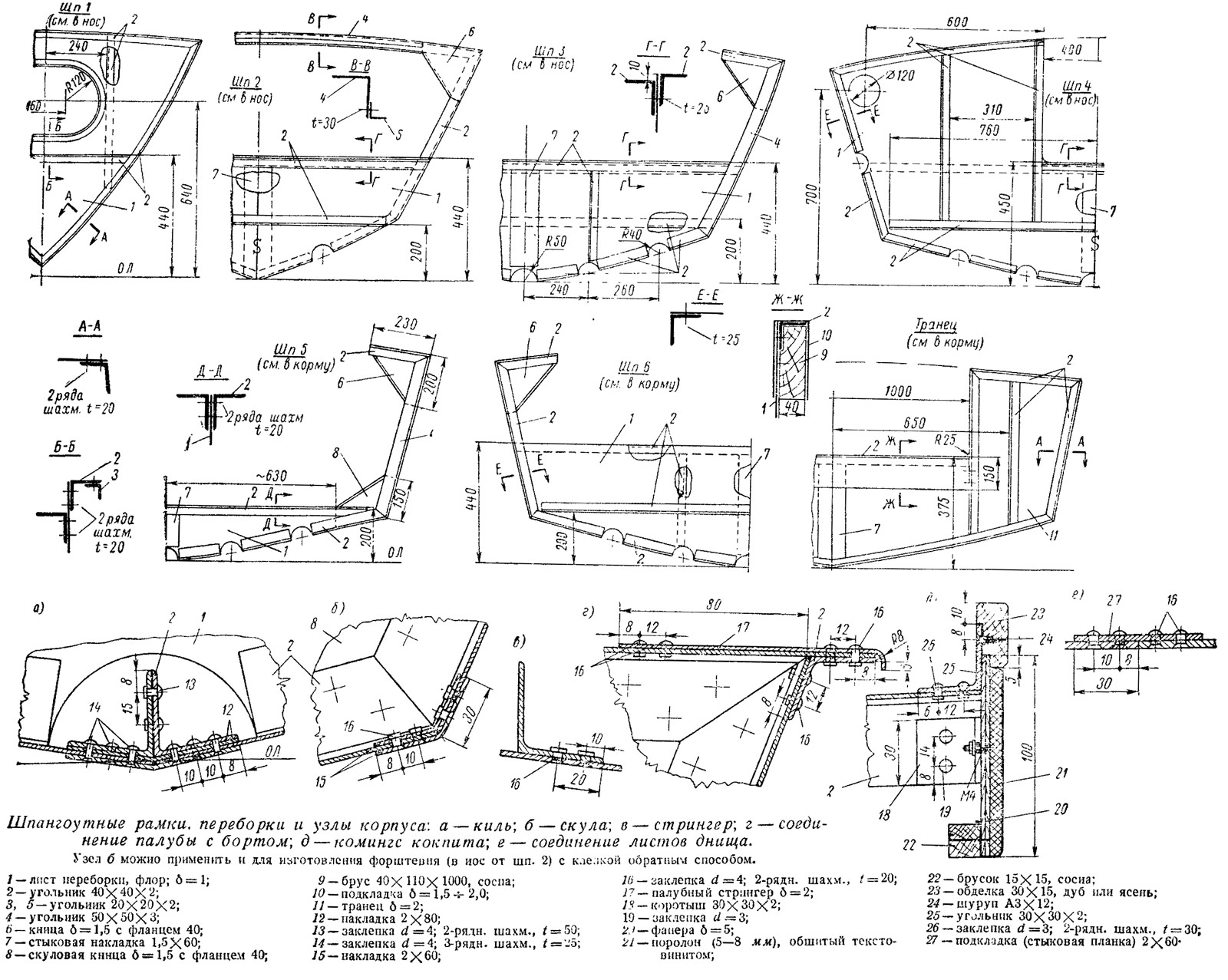
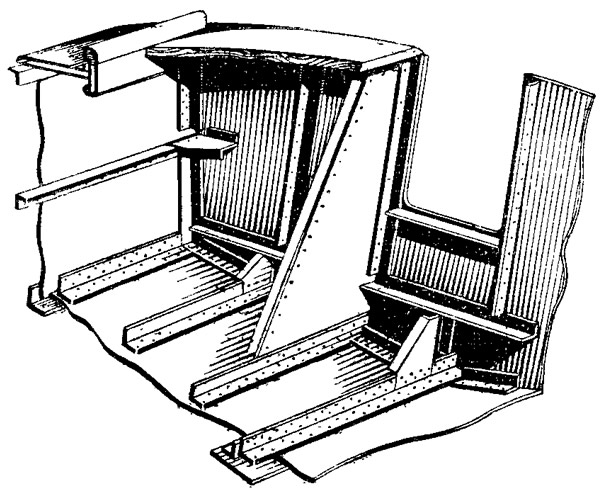
Обделочные угольники переборки на шп. 1 и транца приклепываются к полотнищам двухрядным шахматным швом на тиоколовой прокладке. Соединения основных узлов корпуса показаны на чертеже. Можно применить и другие варианты клепки (например, клепать стрингеры к обшивке не двухрядным шахматным, а однорядным цепным швом), однако при всех условиях элементы заклепочного шва не должны выходить за пределы, установленные вышеприведенными рекомендациями.
Особое внимание нужно обратить на соединение транца с корпусом, так как очень важно уменьшить возможность вибраций от работы мотора. Для этой цели служит и ниша подвесного мотора, приклепываемая к транцу по периметру выреза и к палубе. Кроме того, уже после установки обшивки, транец снаружи по периметру окантовывается угольником толщиной 2 мм (аналогично конструкции скулы).
Сборка корпуса производится вверх килем на стапеле, конструкция которого должна обеспечивать свободный доступ изнутри корпуса для клепки. Шпангоуты устанавливаются по струне, отвесу и шланговому уровню.
Днищевые и бортовые стрингеры укладываются в соответствующие полукруглые гнезда и перевязываются с флорами шпангоутных рамок и переборками приу помощи книц. Все эти кницы одинакового размера (80X80) приклепываются однорядным швом к свободной полке стрингера внакрой, а к полотнищу — через отогнутый фланец; по свободной кромке книц для жесткости также отгибается фланец.
Бортовой стрингер ставится короткими кусками, так как он перерезан на шп-тах 2, 3, 5 и 6. Карленгсы также разрезные.
После установки и клепки всего набора и книц приступают к установке обшивки. Рекомендуется начинать с бортов, а чтобы избежать искривления корпуса, чередовать работу на левом и правом бортах. Стыки листов обшивки днища и бортов ни в коем случае не должны лежать в одной шпации. Листы соединяются между собой на устанавливаемых изнутри корпуса стыковых планках двухрядным шахматным швом.
После изготовления корпус надо поставить на кильблоки и проверить на водонепроницаемость, заполнив его водой на 100 мм выше скулы на миделе. Убедившись в полной герметичности конструкции, воду сливают и корпус просушивают. В случае же обнаружения течи необходимо уплотнить заклепки в дефектном районе шва либо заменить их новыми.
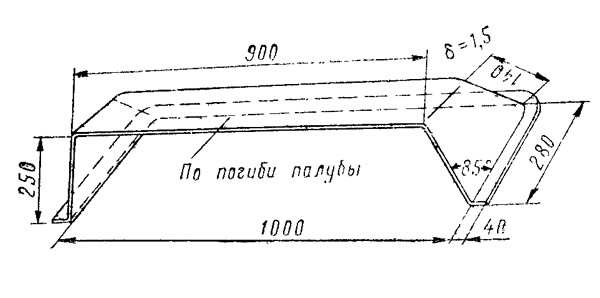
Конструкция металлической рубки сравнительно проста и ее изготовить несложно. Погибь бимсов нужно сделать равной 1/40 ширины рубки. По желанию строителя рубку можно изготовить из фанеры либо из стеклопластика. Остекление ее выполняется из оргстекла толщиной 5—6 мм.
Пайолы в кокпите и посту управления изготовляются из фанеры. Для увеличения их жесткости с внутренней стороны надо прибить сосновые бруски 20X20. Пайолы окрашиваются железным суриком.
Дистанционное управление выполняется по общепринятым схемам, либо приобретается вместе с мотором.
На корпусе мотолодки устанавливаются буксирный рым и две пары уток.
После окончания всех работ и проверки на водонепроницаемость корпус снаружи и внутри необходимо отмыть от грязи и обезжирить ацетоном. При этом надо пользоваться мягкой ветошью во избежание повреждения окисной пленки.
После просушки корпус грунтуется изнутри и снаружи двумя-тремя слоями грунта типа КФ-030, ВЛ-02, ФЛ-03. Окраску корпуса можно производить только цинковыми белилами, масляными красками на их основе или пентафталевыми красками. Нельзя применять грунты или краски, в состав которых входят свинцовые пигменты, медь или ртуть. Подробнее об окраске алюминиевых лодок можно прочитать в 12 выпуске.