

Для ночлега необязательно подыскивать место на берегу — обоим можно расположиться прямо в челне, вытащенном на отмель; надо снять банку, поставить шверцы и натянуть пошитый из марли чехол-накомарник. Накомарник плотно обтягивает корпус челна благодаря продетой вдоль кромки резинке, а в средней части приподнят (до высоты 800 мм над кильсонами) двумя дугами из ивы на шп. 3 и 5.
Челн очень удобен для рыбной Ловли на дорожку и при отвесном блеснении; можно совершать на нем и туристские прогулки. Мне с женой удавалось проходить под веслами и парусом в общей сложности до 55—60 км за световой день. Передвижение челна по берегу облегчается применением простейшей тележки с колесами от детского велосипеда.
Треугольный (бермудский) парус площадью 3,6 м2 поднимается на склеенной из бамбуковых удилищ мачте высотой 4,2 м, вставляемой в степс на кильсоне. Бортовые шверцы 300X700, изготовленные из 6-миллиметровой фанеры, вставляются сверху в рамки-кассеты, приколоченные к бортовой доске. При ходе под парусом надо сидеть на елани.
Весла распашные длиной по 2800 мм с веретеном ∅ 40 мм из сырой колотой осины и лопастью 160X500. Под-уключины ставятся с наклоном втулки на 5—6° в корму, чтобы уключины не выскакивали при гребле, на 300 мм в корму от центра банки, устанавливаемой на шп. 4, и выше ее на 250 мм. Подуключины передвижные; их основания крепятся к бортовой доске болтами с гайками-барашками, как и крючья банки. Банка ложится концами на внутренние доски-подлегарсы, проходящие от 3 до 7 шп., и распирает борта (до ширины 1100÷1200 мм) крючьями, изготовленными из алюминиевой полосы 4X20. Передвигая банку, можно регулировать дифферент челна. Руль вырезается из фанеры.
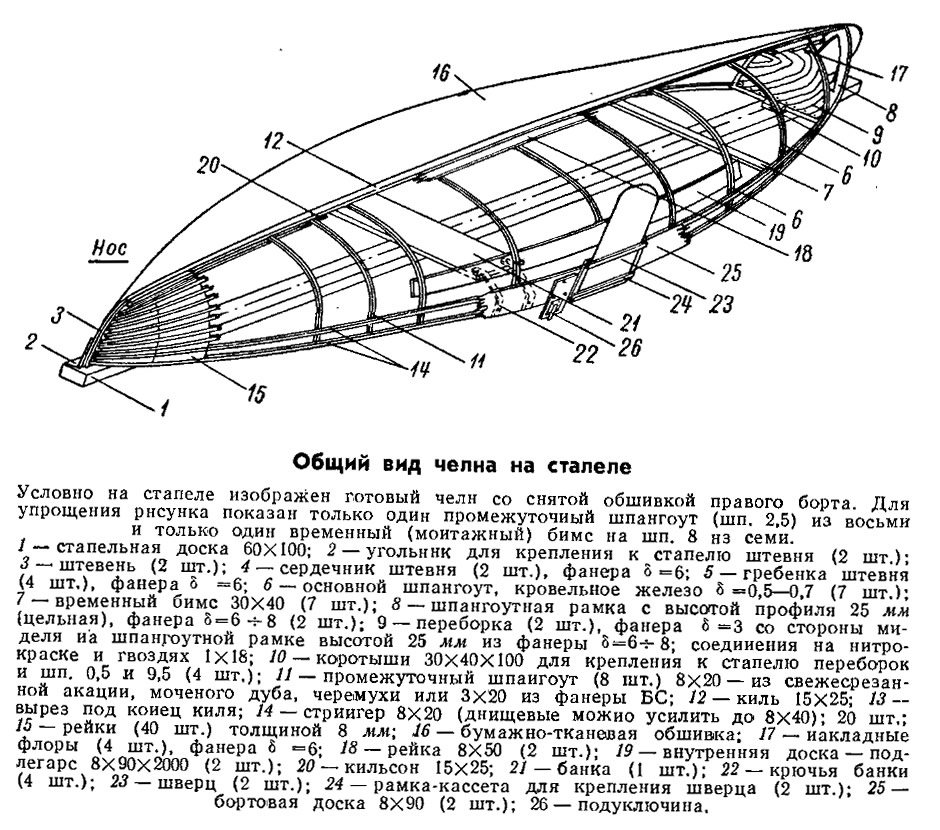
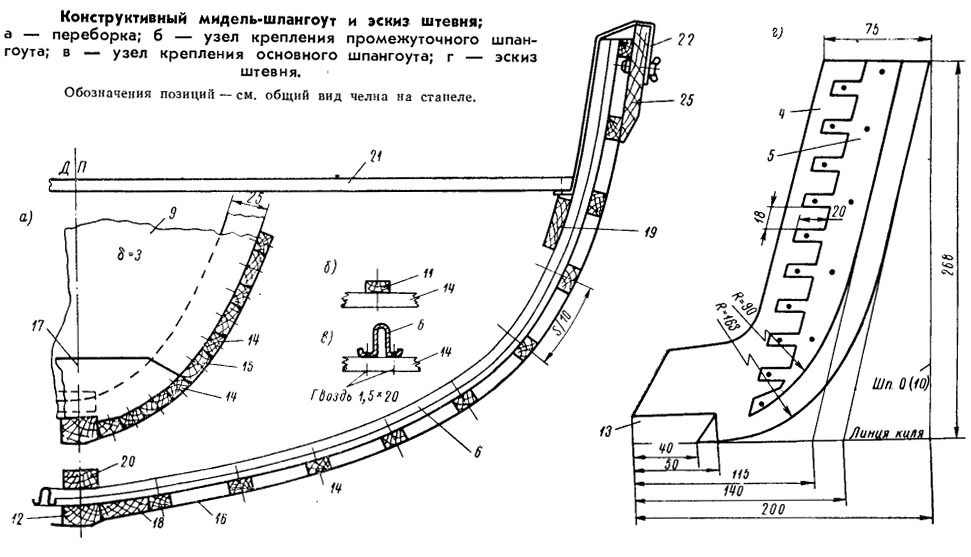
Конструкция челна показана на приводимых эскизах. Поперечный набор составляют: две шпангоутные рамки на шп. 0,5 и 9,5; две водонепроницаемые переборки на шп. 1 и 9; семь основных металлических шпангоутов на шп. 2, 3, 4, 5, 6, 7, 8 и восемь дополнительных промежуточных шпангоутов в шпациях между основными. Обводы челна в нос и в корму от шп. 5 симметричны, что значительно упрощает изготовление поперечного набора.
Продольный набор составляют: киль; 20 стрингеров (по 10 на борт с равными расстояниями между ними), бортовые доски по кромкам бортов и кильсон. Штевни (также одинаковые) составные: к сердечнику с обеих сторон приклеены нитроэмалью и приколочены гвоздями накладные гребенки с пазами для крепления концов стрингеров.
Районы водонепроницаемых отсеков (от форштевня до шп. 1 и от ахтер-штевня до шп. 9) запалублены 3-миллиметровой фанерой и имеют усиленную сплошную обшивку из реек, поставленных между стрингерами.
Материал для постройки
- Доски 8X90X4500 (2 шт.); 8Х90Х2000 (2 шт.); осина, ель, сосна (отстроганные) — на бортовые доски 25 и подлегарсы 19 (см. рис.);
- Рейки 8X20(40)X4500 (20 шт.) — на стрингера 14;
- Рейки 8X50X4000 (2 шт.) — на рейчатую обшивку дет. 15 и 18;
- Рейки 15X25X4200 (2 шт.) — на киль 12 и кильсон 20;
- Полоса алюминия 4X60X1000 — 1 шт.
- Гвозди 1,5x20 (0,5 кг) и другие.
- Железо кровельное (толщиной 0,5 или 0,7) 1 лист 400X1400.
- Крафтбумага — 5 кг; казеин — 1,4 кг; нитроэмаль — 4 кг; ацетон — 3 л; олифа оксоль — 3 кг.
- Осина колотая для вёсел 60Х150Х300 (2 шт.);
- Фанера водоупорная 3X500X1500 — 1 лист; 6X300X1400 — 1 лист.
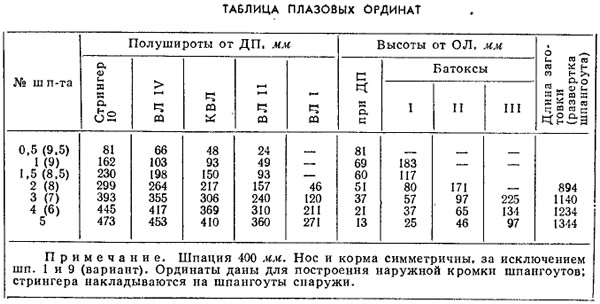
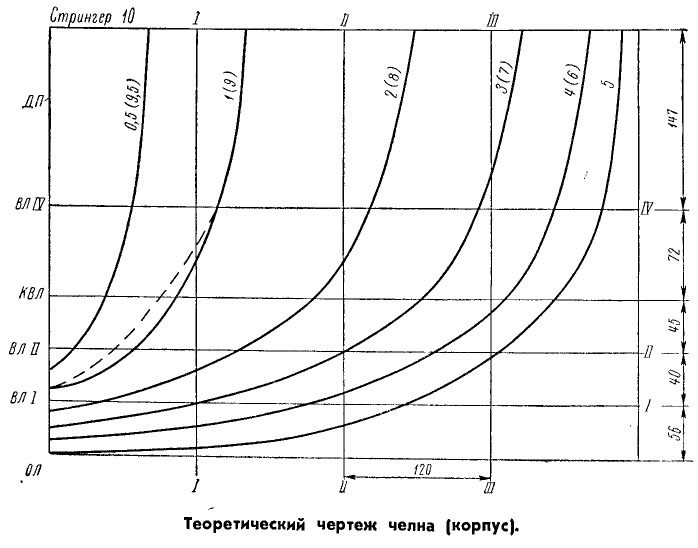
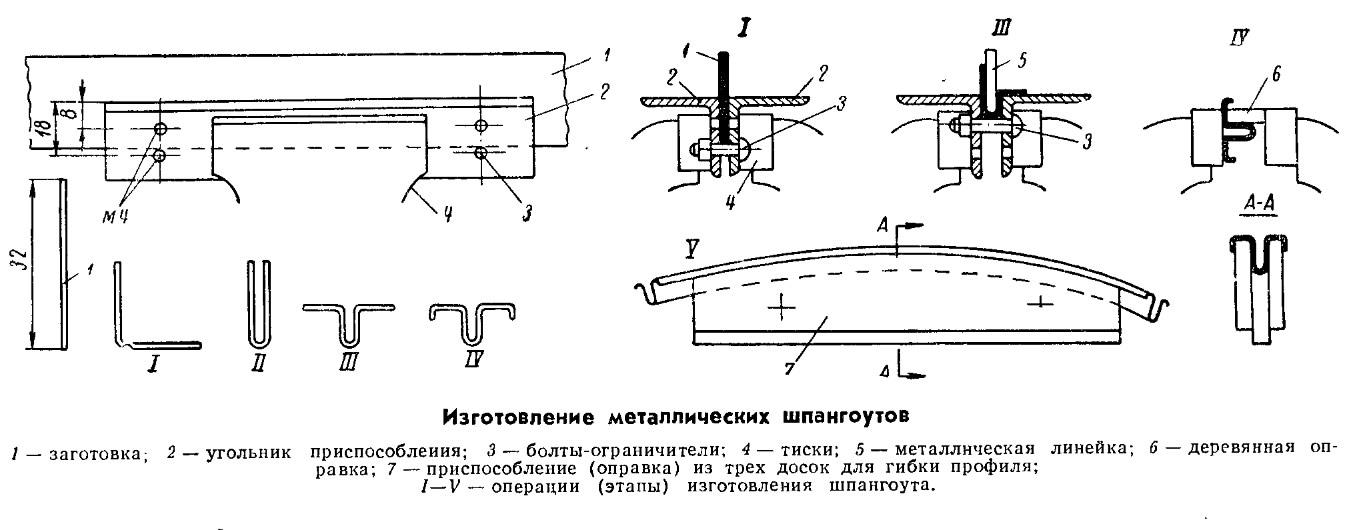
Процесс изготовления металлических шпангоутов (цельных — от борта до борта) подробно показан на приводимых эскизах. Заготовки — полосы шириной 32 мм по длине обвода шпангоута, снятой с теоретического чертежа, — нарезаются из листа кровельного железа. В приспособлении из двух угольников (например, 30X30X300), зажатом в тиски, ударами молотка через деревянную оправку сгибают полосу под углом 90° (этап I); затем губками тисков сгибают полосу вдвое на металлической линейке толщиной 1 мм, которая образует зазор в сжатой полосе (этап II). После этого переставляют болты-ограничители на глубину 6 мм и отгибают в стороны полки (этап III) большой отверткой или стамеской; линейка при этом остается внутри профиля. Выравняв полки ударами молотка через деревянную оправку, приступают к выполнению этапа IV — отгибанию ребер по свободным кромкам обеих полок профиля; эта работа производится малым молотком на деревянной оправке сечением 5X15X150. После этого производится гибка шпангоута по обводу теоретического чертежа (этап V) на специальном приспособлении-оправке из трех досок, проверка и правка шпангоута. Затем разбивают на теоретическом чертеже положение стрингеров (длина каждой ветви шпангоута от ДП на борт делится - на 10 равных частей), переносят места их осей на шпангоуты и заранее пробивают в полках отверстия под гвозди для крепления стрингеров при сборке корпуса на стапеле.
Сборка корпуса производится вверх килем на стапельной доске 1 (см. рис.), на которой согласно разметке выставляются штевни 3, рамки 8 на шп. 0,5 и 9,5, поперечные переборки 9 на шп. 1 и 9 и основные металлические шпангоуты 6. Верхние концы каждого металлического шпангоута до установки соединяют временными бимсами — брусками 7, длина которых равна ширине корпуса на уровне 10-го стрингера. В торцах брусков должны быть сделаны пропилы (пазы) по форме профиля шпангоута. Концы шпангоутов крепят к торцам брусков гвоздями 2X50, после чего ставят шпангоуты согласно разметке на стапель, приколачивая к нему бруски 7 гвоздями 2X80.
Затем укладывают киль и, проверив положение, крепят гвоздями 1,5Х20 изнутри корпуса, после чего стапель кантуют, и на наружной поверхности киля концы гвоздей срезают кусачками и загибают. В килевых пазах 13 сердечников штевней киль крепят на нитроэмаль шурупами. Стрингера 14 крепят к шпангоутам гвоздями, в пазах гребенок — на нитрокраску и гвоздями 1Х20. Первыми крепят верхние 10-е стрингера, а затем последовательно 9-е, 8-е и т. д. Стрингера могут быть составными при длине частей 3 и 1,5 м, но при этом стыки соседних стрингеров должны быть расположены в противоположных оконечностях корпуса, а соединение должно выполняться на ус (при длине уса, равной 12 толщинам) на нитроклее и гвоздях 1Х20.
После установки стрингеров забирают просветы между ними в оконечностях — от 0,5 и 9,5 шп. до штевней— рейками 15 толщиной 8 мм, после чего жесткой кистью просмаливают нитроэмалью с древесной мукой зазоры. Рейки 15 имеют трапецеидальное поперечное сечение и большим основанием ложатся на опиленные по прямым линиям между стрингерами ребра шпангоутов на 0,5; 1; 9 и 9,5 шп. Зазор между стрингерами и рейками должен быть не более 2 мм на шпангоутах и 3—4 мм снаружи. Нарушения плавности стрингеров исправляют подкладками из тонкой фанеры. Пространство между килем и 1-ми стрингерами обоих бортов на длине от 1 до 9 шп. также забирается рейками 18 толщиной 8 мм.
Затем крепят, изгибая по месту, промежуточные шпангоуты 11 и косынки-флоры 17. Промежуточные шпангоуты ставятся посредине расстояния между основными. Ставят подлегар-сы 19 и кильсон 20.
После просыхания нитродревесной шпаклевки при помощи ножовки по металлу и драчевого напильника опиливают форштевень до толщины режущей кромки 2 мм. Наружную поверхность реечной обшивки оконечностей также тщательно опиливают и ошкуривают.
Перед тем как крепить бортовые доски 25 снимают угольники 2, опиливают окончательно выступы, оставшиеся под этими угольниками, и обрезают концы стапельной доски, так, чтобы они не мешали. Бортовые доски 25 ставят нижней кромкой по краю 9-го стрингера; поскольку в оконечностях расстояние между стрингерами меньше, чем в средней части, в носу и корме верхняя кромка бортовой доски выступает выше 10-го стрингера, образуя седловатость бортовой линии, отсутствующую на теоретическом чертеже. В оконечностях концы досок стыкуют точно в ДП и крепят шурупами.
После этого приступают к оклеиванию набора бумагой. На бортовых досках 25 снимают фаску 4X20 от шп. 0,5 до шп. 9,5. Из крафтбумаги заготовляют, отрывая по поперечным волокнам через линейку, полосы шириной 140—150 мм по длине обвода шпангоута от ДП на борт с припуском 60 мм. В первом поперечном слое полосы должны накрыть вверху — бортовые доски 25 на 30 мм и внизу — рейки 18 на половину их ширины. Долевое волокно бумаги должно быть направлено параллельно стрингерам.
На сухой и чистой клеенке слегка отжатой мокрой тряпкой протирают (смачивают) глянцевую сторону бумаги. Смачивать бумагу надо так, чтобы «мокрая» сторона была предельно влажной, а «сухая» сторона, которая лежит на клеенке,— чуть заметно сырой. Первый нейтральный поперечный слой приклеивают к деревянному набору «сухой» стороной. Плоской кистью наносят казеиновый клей на стрингера, треть бортовой доски и половину рейки 18. Если наносить клей на бумагу, то впоследствии она не впитает олифу, что очень важно. Не пачкайте клеем набора!
Второй — шестой слои бумаги укладывают по диагонали (крест-накрест) под углом 30—35°, заранее оборвав верхние и нижние концы диагональных слоев параллельно кромкам поперечного нейтрального слоя. Клей наносят на стиранную бумагу по «сухой» стороне. За один прием выклеивают 2—3 слоя. Диагональные слои заклеивают большими полосами 300X1000 вдоль корпуса для уменьшения числа швов. Долевые листы аккуратно кроют клеем, не пачкая их стиранной стороны, важно помнить, что клей задерживает впитываемость олифы.
Поперечный нейтральный слой клеят встык полоса к полосе; диагональные большие листы укладывают внахлестку с перекроем 15—20 мм. На днище за счет увеличения перекрытия полос до 300—350 мм создается как бы двойная толщина обшивки. На оконечности от 0,5 и 9,5 шп. в сторону штевней бумага заходит на 50—80 мм. Во всех случаях на наборе каждый последующий слой должен перекрывать предыдущий на 5—6 мм. Всего делают 6—8 слоев.
После того как бумага высохнет, обшивку снаружи олифят за два раза оксолью (85%-ной с добавлением на 1 л 50 г свинцового сурика или белил). Затем корпус снимают со стапеля. Если изнутри между стрингерами в бумаге образовались воздушные пузыри, их аккуратно срезают. Корпус внутри также тщательно олифят. Чтобы проолифить пространство под досками 19, в олифу добавляют немного керосина и наливают ее между стрингерами, наклоняя и покачивая корпус в нужном положений. По просыхании олифы шпаклююг нитродревесной шпаклевкой углы у 1 и 9 шп.; переборки снаружи, а также отсеки изнутри можно покрасить нитроэмалью, с тем чтобы добиться полной герметичности. Если есть сомнения в водонепроницаемости оконечностей, днище отсеков шпаклюют изнутри нитродревесной шпаклевкой. Во всех случаях отсеки изнутри олифят и закрывают сверху фанерным настилом, уложенным на 10-е стрингера; настил крепят на нитроэмали гвоздями. Можно для контроля сделать в переборках отверстия с пробками.
Выдержка после двукратной наружной и внутренней проолифки 8—10 дней.
Оклеивание тканью производится от кормы к носу цельными полотнищами или кусками бязи, полульнянки. Весь корпус оклеивают одним слоем, а оконечности от 1 и 9 шп. до штевней— двумя. На I кг нитроэмали добавляется 120—150 г ацетона; после перемешивания взбалтыванием этим составом покрывают часть корпуса на длине 300—400 мм и шире куска ткани на 50 мм. Если ткань свернута в рулон, его нужно быстро раскатать и разглаживать ткань, растягивая жесткой кистью с коротким ворсом сначала середину вдоль, а затем от середины к краям полотнища. Морщин и воздушных пузырей не должно быть. Если они образовались, жидким раствором нитроэмали с ацетоном (1:1) снова прокрашивают район пузырей, добиваясь полного приклеивания ткани к бумаге. Приклеив участок, промазывают нитроэмалью следующие 300—400 мм и т. д. Перекрой полотнищ ткани по пазам и стыкам 30—35 мм.
Контур штевня перекрывают на 30—40 мм (настригая по кромке ткани зубцы с шагом в 20—30 мм) сначала с одного борта, а затем с другого.
После приклеивания ткани весь корпус слегка прокрашивают жидким раствором нитроэмали, очень скупо за два раза олифят, шпаклюют масляной шпаклевкой, ошкуривают и красят в цвет, который больше по душе строителю. Олифа должна быть не хуже 85%-ной.
На штевни и киль от уровня 2-х стрингеров до 0,5 и 9,5 шп. по линии ДП ставятся полоски из алюминия 2X10X200 для защиты от ударов при транспортировке. Шурупы 2X25 для крепления полосок надо ввертывать с олифой.
Перед спуском на воду корпус следует покрыть гидрофобной мастикой для автомашин или из воска (30 вес. ч.) и скипидара (70 вес. ч.).
Не забывайте, что к обшивке ничего приколачивать нельзя!
Несколько слов о клеях. Казеиновый клей для оклеивания бумагой приготовляется в пропорции: 1 вес. ч. казеина на 2,5 вес. ч. воды. Если есть возможность, для увеличения гидро-фобности и адгезии лучше ввести в готовый клей 60%-ный раствор эпоксидной смолы ЭД-5, ЭД-6 в ацетоне (1 вес. ч. раствора смолы на 1 вес. ч. готового казеинового клея). В нитроэмаль раствор смолы можно вводить в количестве 20% по весу. Клей со смолой можно приготовлять в количествах не более чем на 2 часа работы. Работать можно только в биологических перчатках.
Если нет смолы, не огорчайтесь; введите в клей для приклеивания диагональных слоев и больших листов бумаги 20% олифы-оксоль.
Ткань можно клеить только нитроэмалью!
Челн автора проплавал четыре навигации без всякого ремонта, однако в каждое плавание мы берем «аптечку» — 200 г нитроэмали; 100 п ацетона; лоскуты хлопчатобумажной ткани и кисть.
Оклеивание надо производить при температуре 1В—20° С, не на солнцепеке и в безветренном месте.