
Картины окружающей местности по мере продвижения вперед все время меняются; каждый водоем своеобразен и неповторим.
Во время походов было испытано несколько вариантов складных парусиновых и резиновых надувных лодок, но лучше других зарекомендовала себя разборная фанерная лодка, конструкция которой описана ниже.
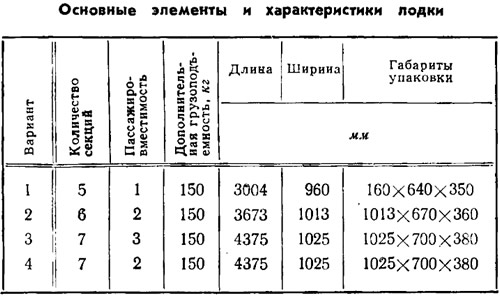
Конструкция лодки
Лодка может быть оборудована легким подвесным мотором типа «Чайка». Для этого кормовую секцию удаляют, а на ее место ставят фанерный транец толщиной 20 мм с утолщением по верхнему краю. Транец крепят на барашках к кормовому шпангоуту и дополнительно тягами — к шпангоуту следующей секции.
Основной материал для изготовления лодки — водостойкая фанера толщиной 10 мм для набора и 3 мм — для обшивки. Скорость движения лодки на веслах 5—6 км/час.
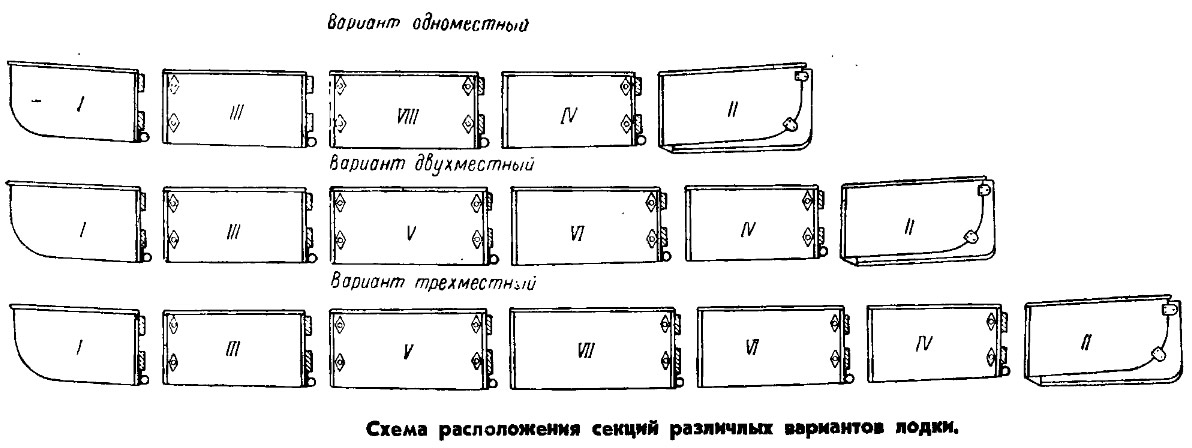
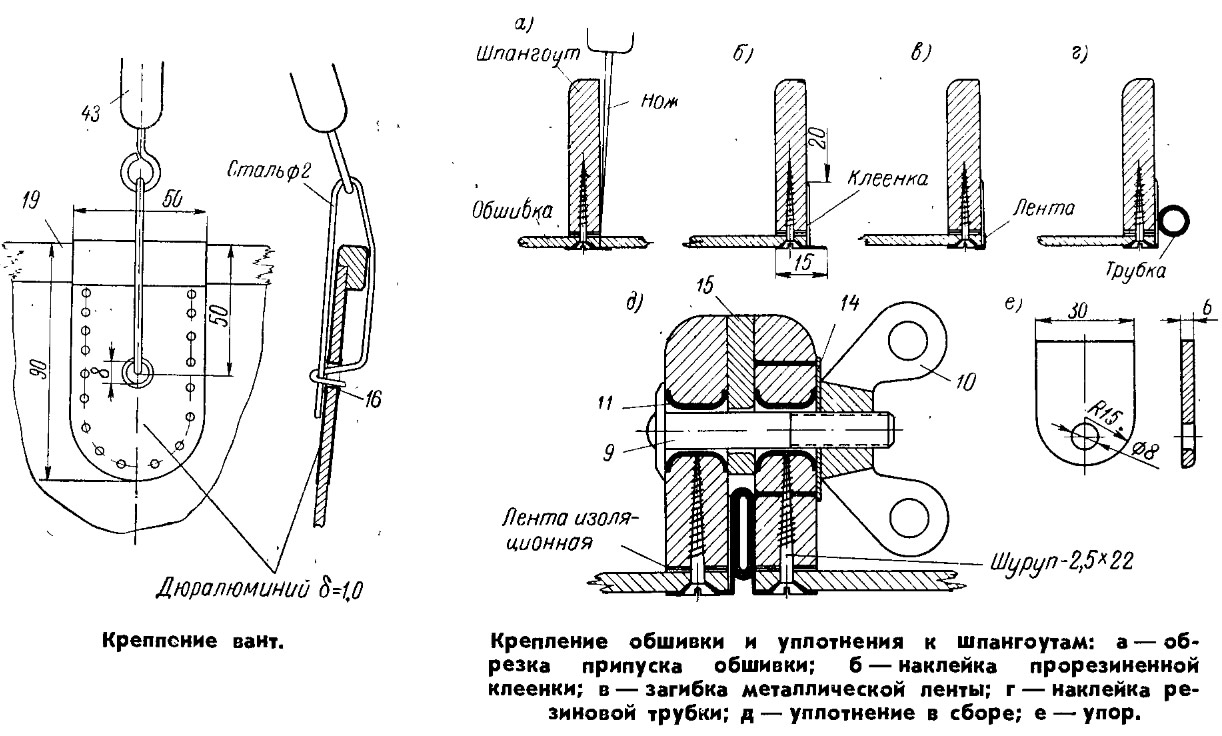
Каждая секция соединяется с соседней при помощи стальных оцинкованных болтов с дюралюминиевыми барашками. Болты проходят через за-вальцованные алюминиевые втулки. Дюралюминиевые ромбовидные шайбы под барашки крепятся заклепками непосредственно на шпангоутах.
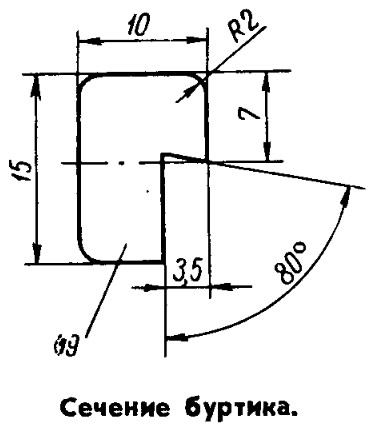
Борта секций упрочнены буковым или березовым буртиком.
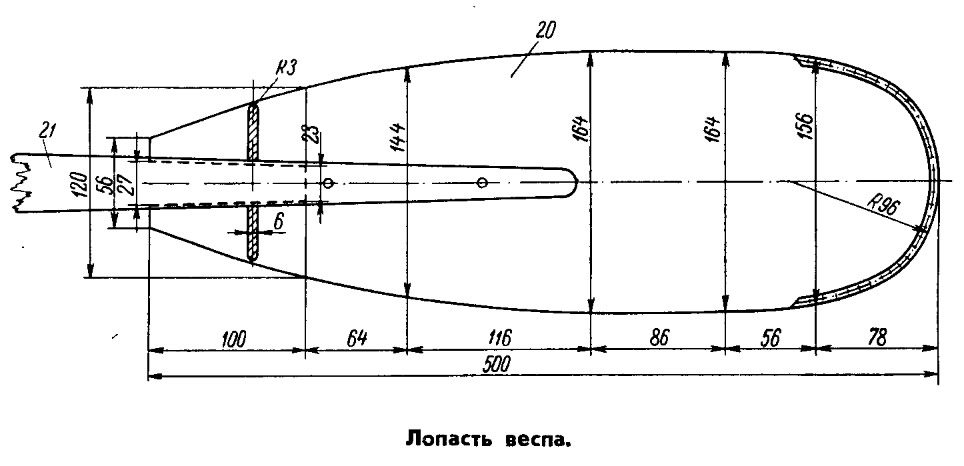
Лодка снабжается двухлопастными разъемными веслами. Лопасти каплеобразной формы из фанеры толщиной 6 мм крепят в пазу соснового веретена шурупами с двух сторон.
Наружную сторону обшивки лодки, плавник и перо руля окрашивают анилиновой краской с добавлением бейца; такая окраска имитирует внешний вид корпуса из красного дерева.
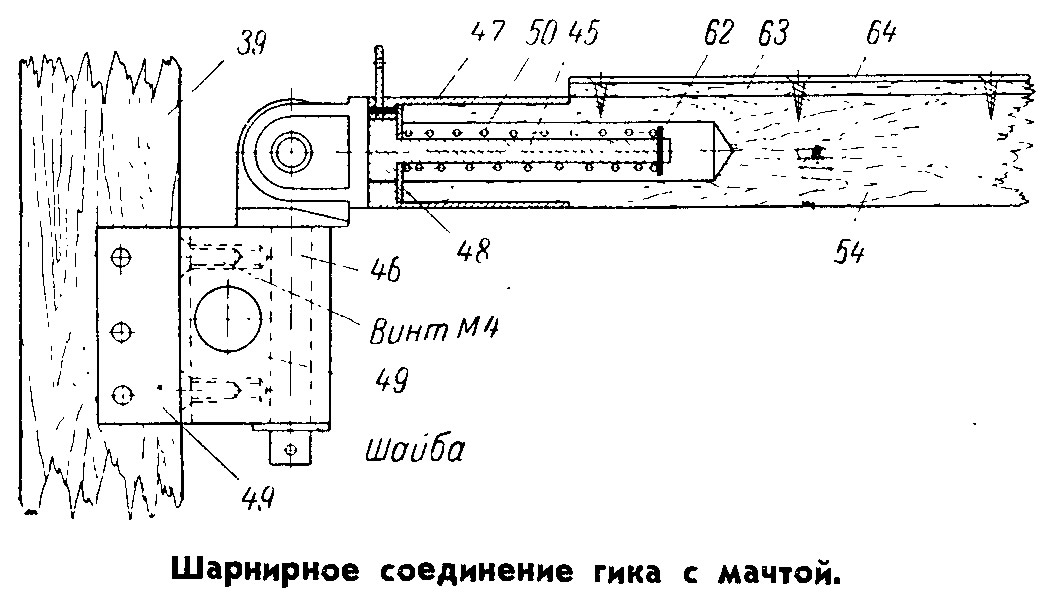
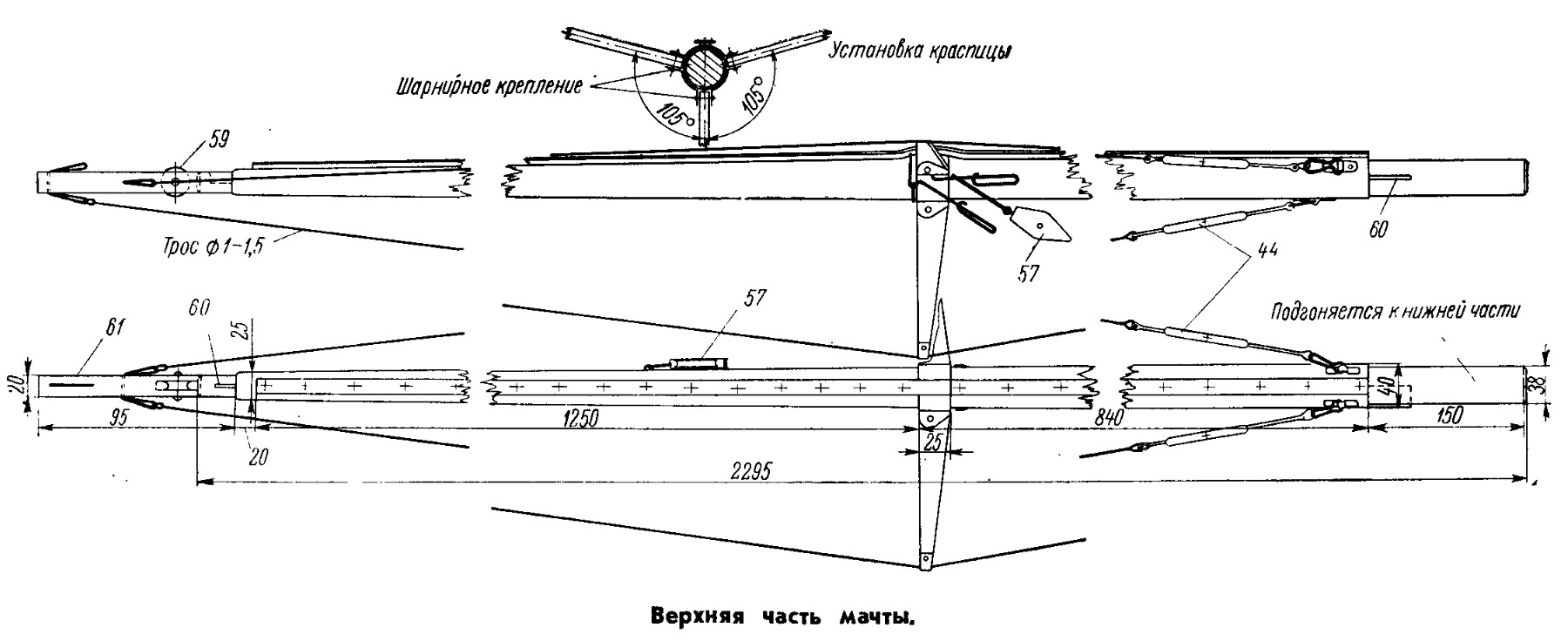
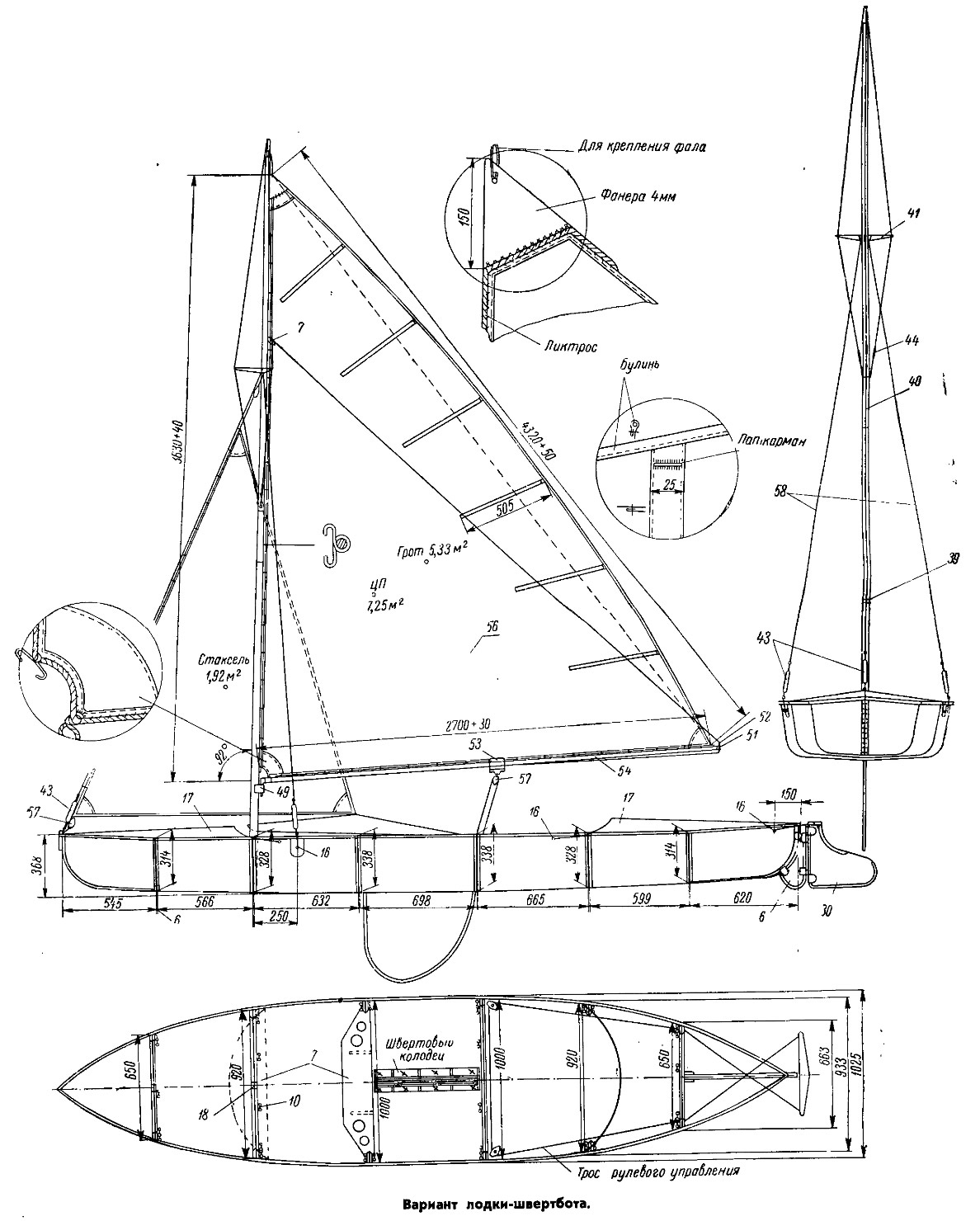
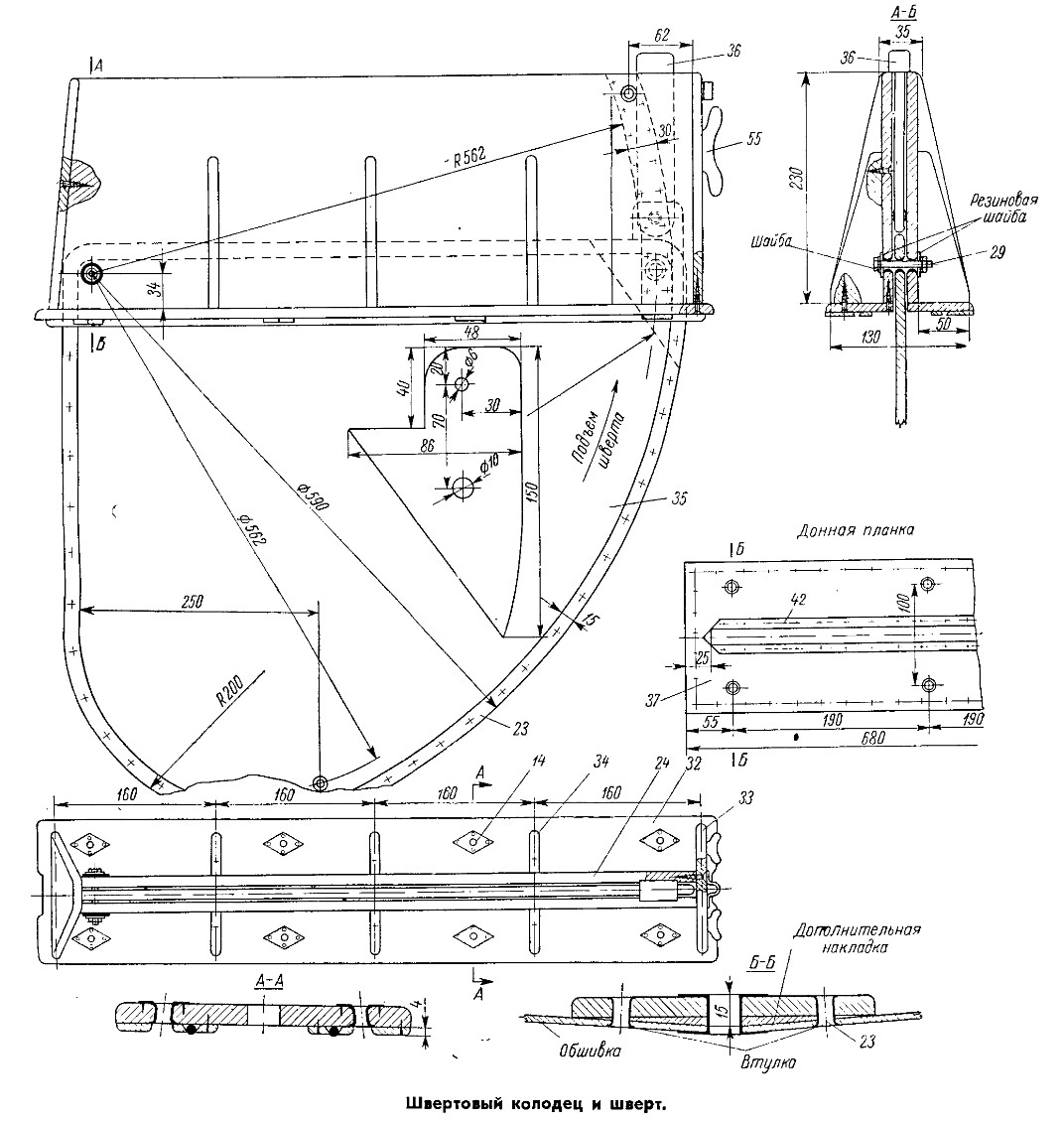
При оборудовании лодки под швертбот на ней устанавливают 4,5-метровую разборную мачту; шпор мачты упирают в паз шпангоута. Мачту крепят вантами и штагами. Гик соединен с мачтой вертлюгом, который может вращаться вокруг своей оси, что используется для рифления паруса.
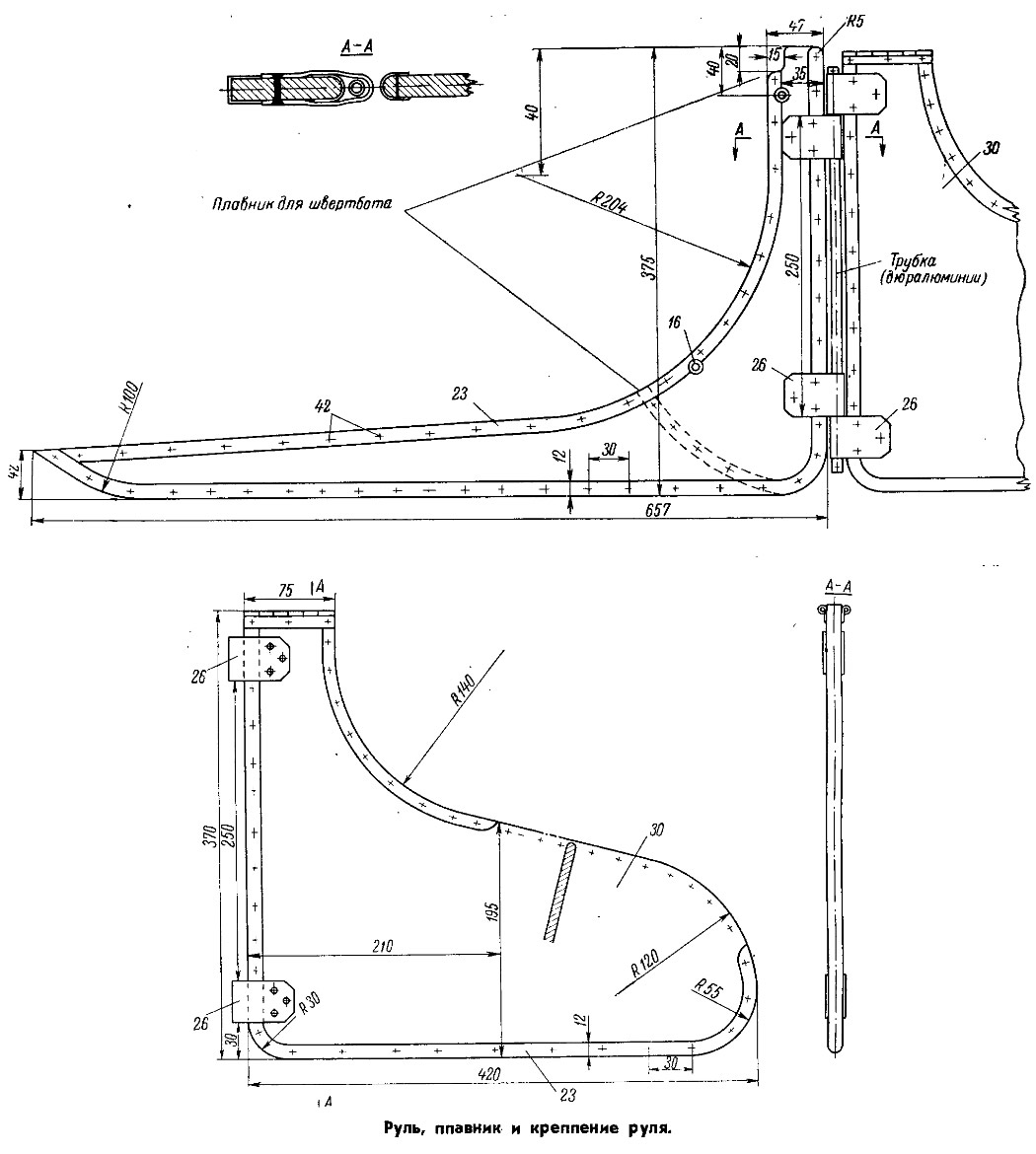
Съемные румпель и перо руля выполнены из фанеры толщиной 10 мм.
Лодка может быть собрана в течение 15—20 минут. Имея очень малую осадку (5—10 см), лодка легко преодолевает заросли тростника и камыша. Лодка устойчива и хорошо проходит перекаты и порожистые участки рек. Лодка с парусным вооружением легко лавирует в сильный ветер и обладает хорошей устойчивостью на курсе.
Постройка лодки
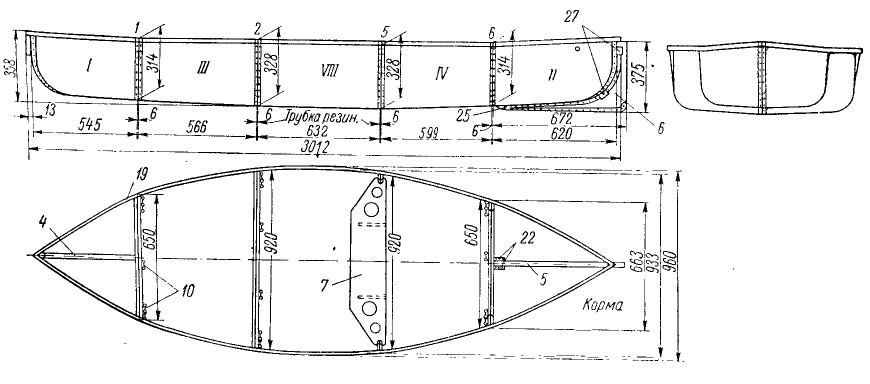
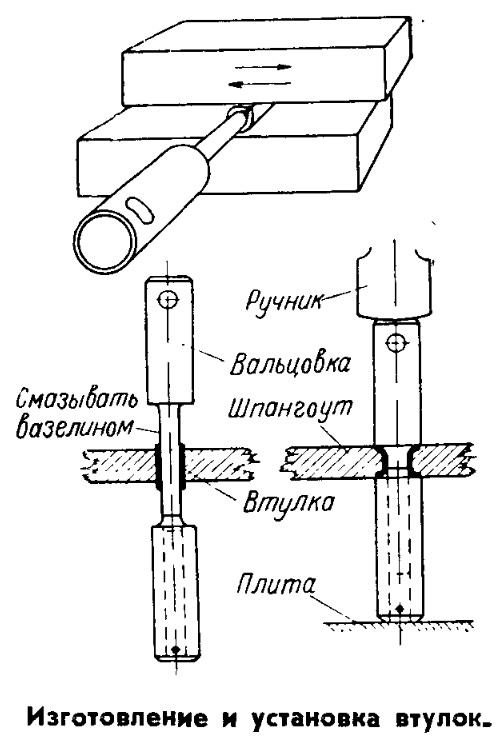
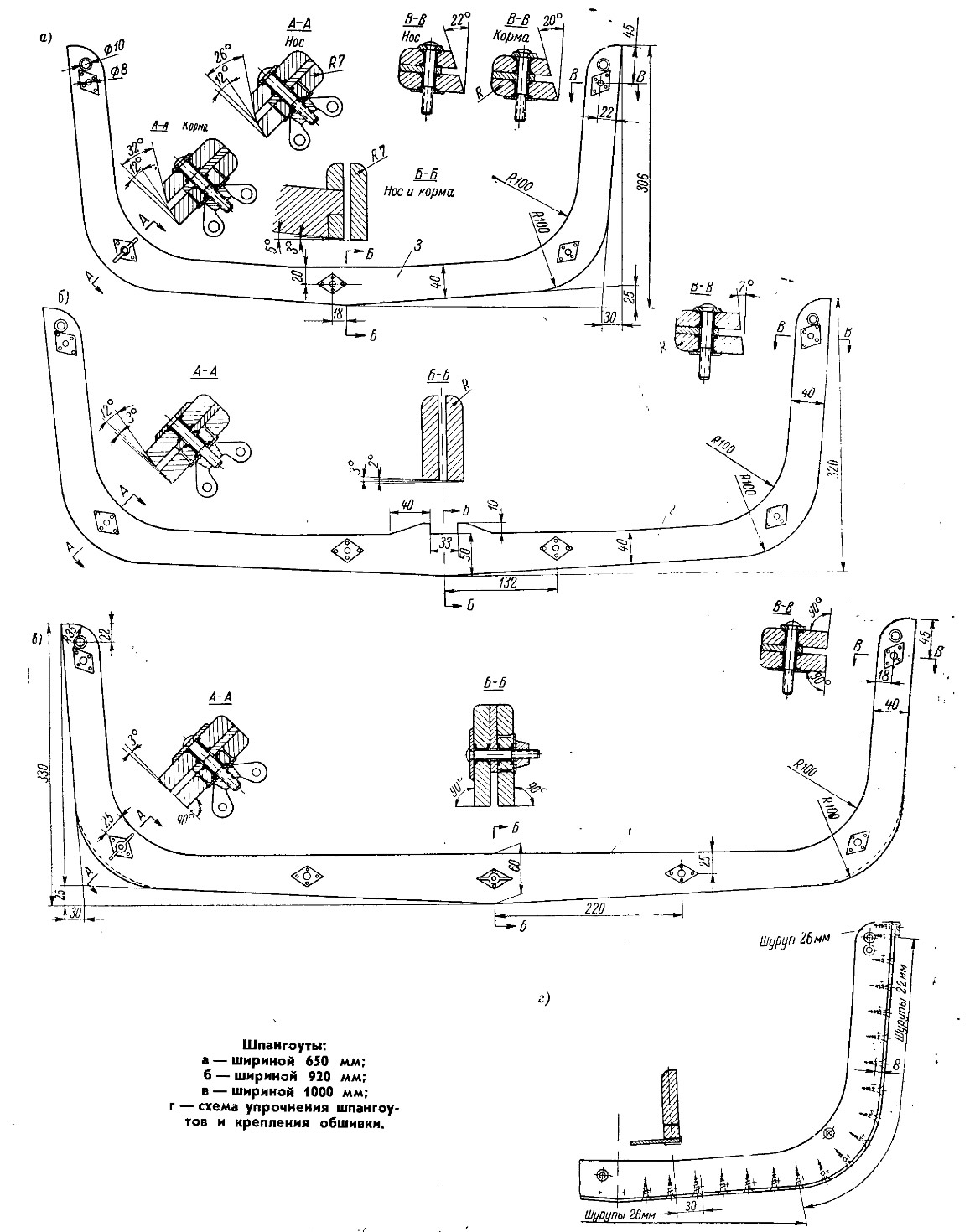
Самыми сложными деталями лодки являются шпангоуты. Для их изготовления из плотной бумаги или тонкого картона вырезают шаблоны (делать припуски на последующую обработку не рекомендуется). Выпиливание шпангоутов, как и остальных деталей лодки, производится узкой ножовкой с мелким и острым зубом или узкой лучковой 1тилой, чтобы избежать скола фанеры на обратной: стороне. Шпангоуты одного размера сшивают в трех точках тонкими гвоздями в пакет, после чего в них в соответствии с разметкой высверливают отверстия. Затем пакеты разбирают, шпангруты пропитывают натуральной олифой, а отверстия опрессовывают алюминиевыми втулками.
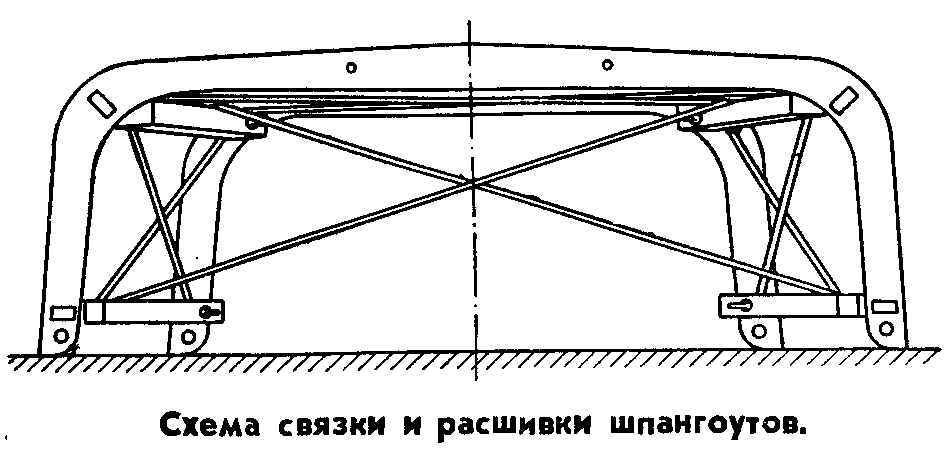
Шпангоуты оснащают упорами и ромбовидными шайбами, которые крепятся заклепками из алюминиевой проволоки с предварительным промазыванием участков под ними масляным лаком 6с. Подготовленные таким образом шпангоуты собирают попарно с помощью болтов и барашков и маркируют. После этого шпангоуты разбирают и по наружной кромке каждого с помощью рейсмуса размечают линию заклепок упрочнения. В отверстия, высверленные через каждые 30 мм, вставляют алюминиевые заклепки длиной 13 мм. После установки заклепок шпангоут зачищают стеклянной бумагой; его торцы пропитывают 5—10%-ным спиртовым раствором бетанафтола или другим антисептиком, а затем просушивают шпангоут и промазывают горячей натуральной олифой. После этого шпангоут зачищают шкуркой и спустя 48 часов покрывают 2—3 раза масляным лаком 6с.
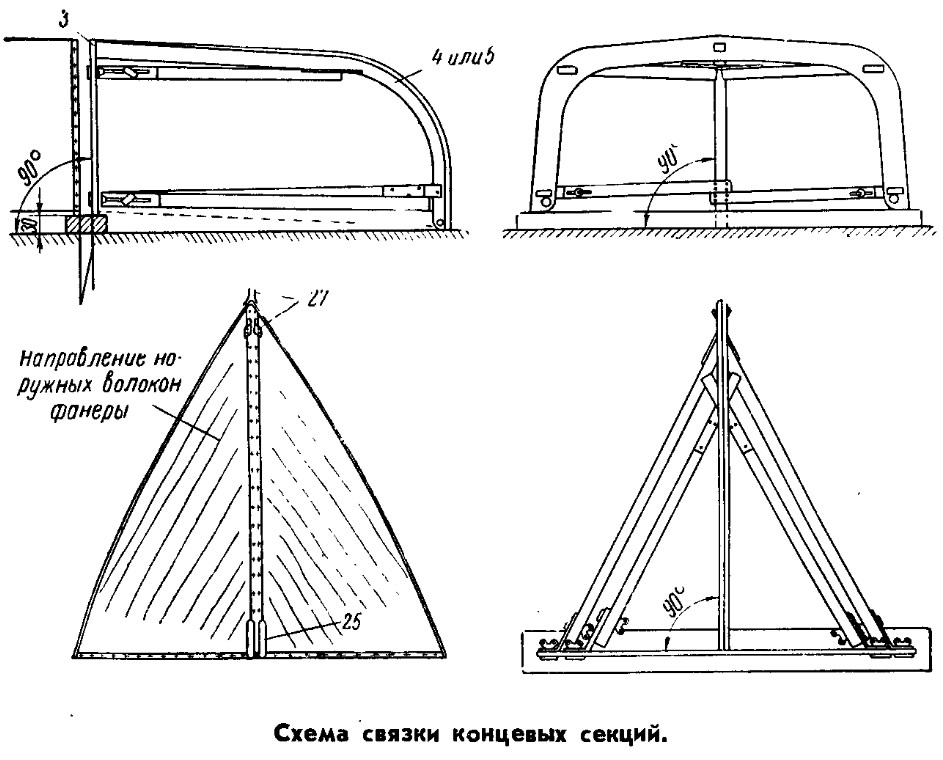
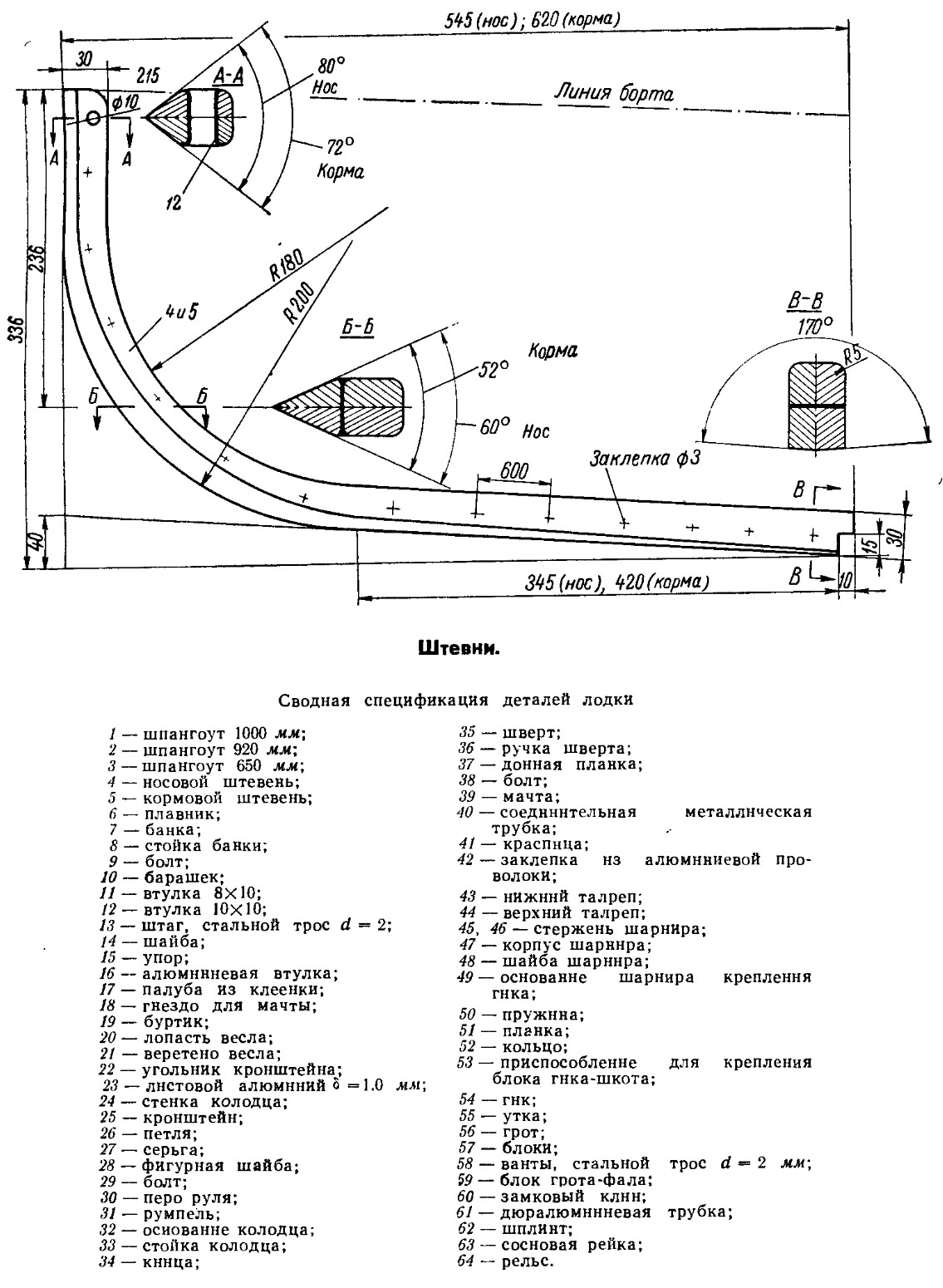
Штевни концевых секций лодки перед обработкой склеивают масляным лаком 6с из двух слоев фанеры толщиной 10 мм и проклепывают в соответствии с чертежом, а затем обрабатывают и покрывают олифой и масляным лаком 6с. На полоску клеенки каждой секции приклеивают клеем № 88 резиновую эластичную трубку, концы которой крепятся шурупами.
После сборки всех секций лодку покрывают лаком 6с и тщательно просушивают.