
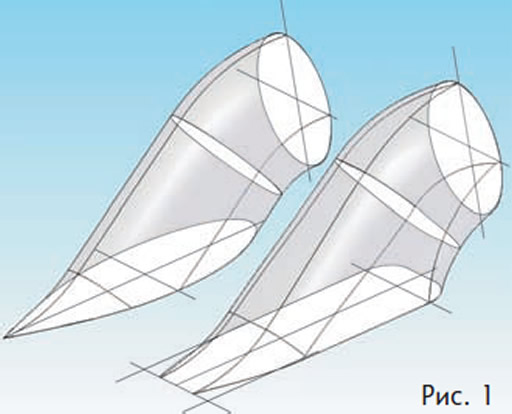
Начнем с водовода, его формы и того, что на что в нем влияет. Оптимальное поперечное сечение водовода — это круг и эллипс (рис. 1). Менее желательны квадрат и прямоугольник со скругленными углами. Надо помнить, что любое изменение формы потока — это потери. Их не избежать, и с этим приходится мириться, но борьбу с потерями не надо ставить во главу угла. В дальнейшем, при рассмотрении конструкции защитной решетки, мы вернемся к этому.
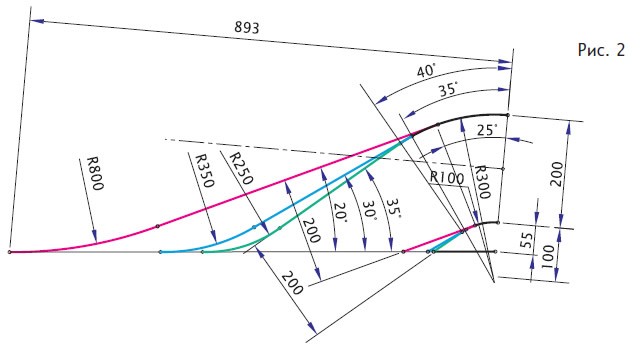
Следующий вопрос — как выбрать угол наклона средней оси водозаборника? Здесь действует простое правило: чем выше скорость, тем меньше наклон. Для достижения скоростей в пределах 50-60 км/ч достаточно угла 38-35° относительно килевой линии, для более высоких скоростей наклон надо уменьшить до 25-30°. Соответственно с уменьшением угла наклона водозаборника увеличивается его длина. Это неизбежная плата за скорость. На рис. 2 показано, как все происходит.
Наклон оси гребного вала обычно выбирают в диапазоне от 0 до 5°. Идеально, если ось гребного вала направлена точно в центр тяжести катера, но это важно для легких быстроходных катеров, для тяжелых — не так критично.
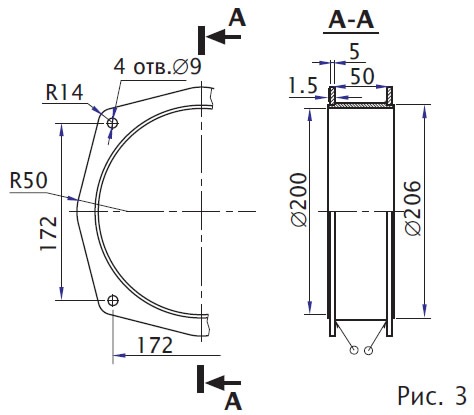
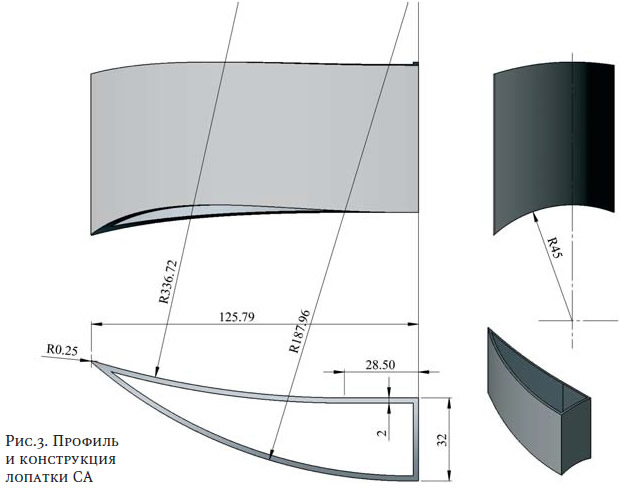
Теперь поговорим о материалах, из которых лучше изготавливать водоводы. На мой взгляд, это стеклопластик, алюминий и нержавеющая сталь. Выбирать надо в зависимости от возможностей того, кто берется за самостоятельное изготовление водомета. Самый простой и доступный — стеклопластик. Технология изготовления из него водовода довольно проста и эффективна. Сначала из пенопласта ПС-4-40 вырезается заготовка водопроточной части, потом она обрабатывается по выбранному профилю, для чего используются шаблоны. Размеры сечений надо уменьшить на 3-5 мм, чтобы нанести слой эпоксидной смолы выше номинального размера. Учитывая, что в зоне работы лопастей рабочего колеса (РК) износ водовода сравнительно высокий, надо предусмотреть вклейку нержавеющего кольца с фланцем соответствующих размеров. Примерная конструкция такого кольца показана на рис. 3. Можно поступить по-другому: не вклеивать кольцо, а сделать его съемным, чтобы потом безболезненно менять по мере износа. Не секрет, что через 200-300 ходовых часов такое кольцо и лопатки РК изнашиваются, зазор между ними увеличивается, и КПД довольно заметно падает.
Для установки кольца надо выточить цилиндр из того же пенопласта, нанести на него эпоксидную смолу и проточить в размер, соответствующий внутреннему размеру кольца на токарном станке. Потом надо приклеить цилиндр к основной заготовке водопротока. После этого отвержденную эпоксидную смолу, которой покрыта заготовка, придется обработать по заранее изготовленным шаблонам. Затем вся поверхность шпаклюется и покрывается лаком или эмалью. Чем лучше будет обработана поверхность модели, тем лучше будет и поверхность изготовленного водовода.
Теперь надо сделать макет той части днища, где будет устанавливаться водомет, и подогнать нижнюю часть заготовки. После подгонки заготовку надо приклеить к макету днища и подготовить корпус подшипников гребного вала к установке.
Здесь стоит немного отвлечься. Дело в том, что размещать упорные подшипники можно по-разному, в зависимости от конструкции спрямляющего аппарата (СА). В классическом СА упорные подшипники располагаются вне его, а в СА с лопаточным поджатием — как правило, внутри его ступицы. Соответственно, и нагрузка от упора водомета приходится на его корпус через гребной вал или через фланец СА. Нетрудно заметить, что корпус водомета с СА и лопаточным поджатием проще в изготовлении, нет нужды точно выставлять корпус подшипников гребного вала, поскольку он соединяется через дюрит большого диаметра. Для формовки потребуется только подходящий металлический кругляк размером +3 мм к диаметру гребного вала. Желательно, чтобы он был отполирован и имел небольшой — не более 0.5 мм на 100 мм длины — конус в районе соприкосновения со стеклопластиком.
При формовке корпуса классического водомета придется позаботиться о подготовке корпуса подшипников гребного вала, так как он заформовывается одновременно с корпусом водомета. Нелишне будет заметить, что все вспомогательные металлические детали, которые используются на время формовки, должны быть покрыты разделяющим слоем.
В последующих публикациях мы рассмотрим другие конструктивные узлы ВД.
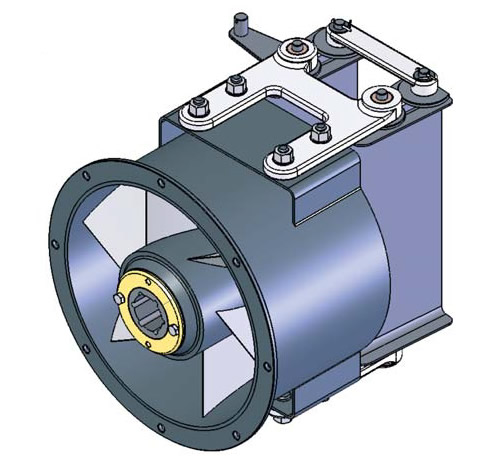
Своим опытом постройки водометного движителя для небольших глиссирующих катеров продолжает делиться московский инженер Александр Крутов. Выше мы рассмотрели корпус и выходной фланец водовода, сейчас речь пойдет о спрямляющем аппарате, конструктивно объединенном с ним опорном подшипнике вала и рулевом устройстве водомета.
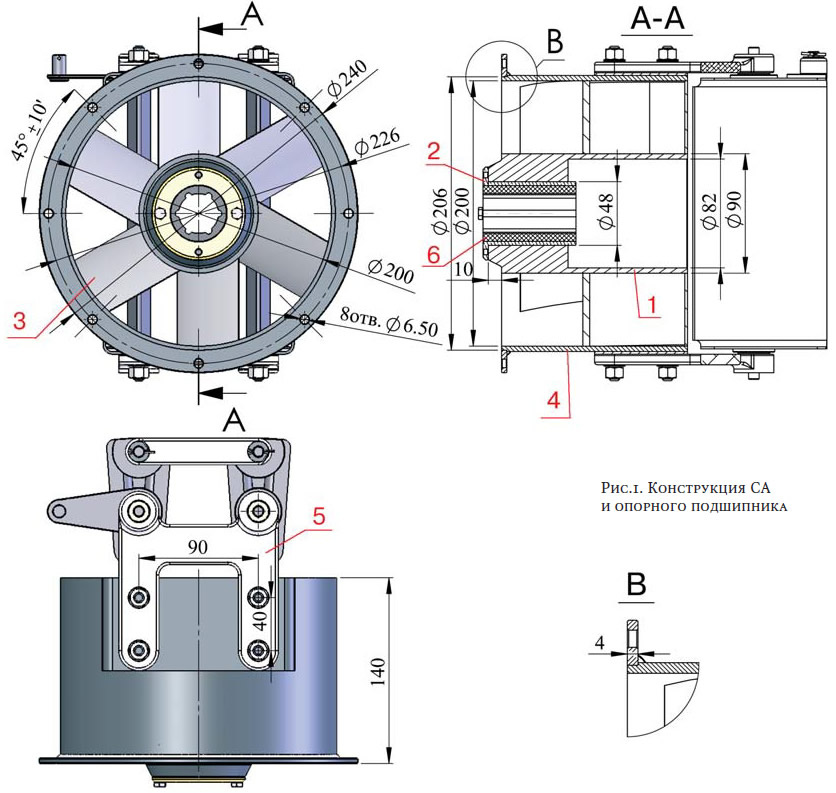
Спрямляющий аппарат (СА) — один из важнейших узлов водомета. Он обеспечивает формирование незакрученной струи на выходе из сопла, обычно одновременно с поджатием для достижения ее расчетной скорости, и при правильном проектировании преобразует энергию вращения потока в дополнительную тягу водомета. Конструкций СА существует несколько, хорошую эффективность продемонстрировал СА с лопаточным поджатием (рис. 2) — он наиболее прост и технологичен в изготовлении, поэтому может быть рекомендован для судостроителя-любителя. Учитывая, что большинству самодельщиков недоступны теоретические материалы, позволяющие надежно рассчитать все характеристики водомета, я посоветовал бы для начала выбрать значение коэффициента поджатия струи в районе 0.42-0.48. Уменьшить его несложно, а вот увеличить намного труднее (см. таблицу).

Почему диаметр ступицы выбран равным 90 мм? Дело в том, что рабочее колесо — самая сложная для изготовления деталь водомета, а наиболее доступное — рабочее колесо производства КнААПО для водометных катеров "Восток". Его можно заказать и не тратить время на изготовление. При этом оптимальный диаметр ступицы равен 0.55-0.60 диаметра рабочего колеса и составляет 90 мм.
Для изготовления ступицы СА потребуется нержавеющая труба диаметром 100-110 мм, а для наружного корпуса СА — нержавеющая труба с внутренним диаметром около 200 мм. Промышленность выпускает трубы подходящего диаметра, а если есть возможность, то корпус можно согнуть и сварить из листа толщиной 3-4 мм. Надо заметить, что описываемый СА с лопаточным поджатием заметно эффективнее СА производства КнААПО.
Самое сложное — подобрать профиль сечения лопатки. Предложенная форма проверена на реальных образцах и доказала свою эффективность. Но рассчитать наилучшие профиль и угол установки лопатки для всех возможных комбинаций исходных данных в любительских условиях вряд ли возможно, стоит просто помнить, что чем больше радиус скругления передней (входящей) кромки спрямляющей лопатки, тем меньше требования к точности подбора профиля. Конечно, это не значит, что можно увеличенным радиусом кромки полностью скомпенсировать недостатки формы лопатки. Это всего лишь компромиссный прием, позволяющий ускорить подбор профиля. Радиус можно изменять в диапазоне 0.15-2.0 мм.

СА включает следующие детали (рис. 1):
- 1 — ступицу — материал 08Х18Н9Т, труба размерами 90x4x140 мм;
- 2 — бобышку ступицы — бронза, латунь, нержавеющая сталь;
- 3 — спрямляющие лопатки, 6 шт., материал 08Х18Н9Т, лист 2 мм;
- 4 — корпус СА — материал 08Х18Н9Т, труба размерами 208x4x140 мм;
- 5 — кронштейн для монтажа рулей, материал — 08Х18Н9Т, лист 2 мм;
- 6 — подшипник Гудрича, материал — латунь/резина.
Начинать изготовление СА надо со ступицы. Есть, как минимум, три варианта. Первый, очевидный — выточить ее из единой круглой заготовки, но это непрактично и требует больших затрат времени. Второй — воспользоваться для корпуса ступицы трубой подходящего диаметра, а бобышку для установки подшипника Гудрича выточить отдельно и запрессовать, как это показано на эскизе (см. рис. 1). Третий вариант — для тех, кто может отлить заготовку из нержавеющей стали и потом обработать ее на токарном станке.
Бобышку можно выточить из бронзы, латуни и нержавеющей стали. Надо только помнить, что при ее изготовлении из нержавеющей стали не стоит применять одинаковые материалы, т. е. если труба из стали аустенитного класса, то бобышка должна быть из мартенситной или ферритной. Это связано с тем, что однородные сплавы, особенно аустенитные, имеют склонность к холодной сварке между собой, что не позволит выполнить качественную запрессовку.
Спрямляющие лопатки, как ни странно, проще всего в изготовлении, они состоят из трех частей — засасывающей, нагнетающей и пластины-распорки (рис. 3). Заготовки вырезаются по выкройкам с возможно малым допуском: плюс-минус 0.2 мм (я использовал в работе небольшую ручную отрезную машинку с диском размерами 25x22x1.0 мм, эти диски очень удобны в работе, прекрасно режут нержавеющую сталь и не сильно нагружают инструмент, жаль только, что они не везде есть). Затем лопатки изгибаются руками по шаблонам. Это тоже не очень сложный процесс, если для контроля и сборки СА использовать кондуктор, который может пригодиться и для изготовления сварного варианта рабочего колеса. В этом же приспособлении происходит и предварительная прихватка сваркой деталей лопаток между собой. После приварки шва по передней кромке шов зачищается и профиль лопатки доводится до окончательного вида. Лучше всего после сварки лопатки отжечь, чтобы снять сварочные напряжения. Задняя распорка не приваривается.
Потом подгоняются поверхности сопряжения со ступицей. Я делал это с помощью ленточной шлифовальной машины. Для того чтобы лопатки имели одинаковую форму и установочные углы, ступицу необходимо разметить, нанеся контрольные метки. Это можно сделать в делительной головке или на токарном станке типа 1К62 новых версий, имеющих лимб на противоположной стороне передней бабки. Прихватка изготовляется в этом же приспособлении, при этом достаточно поставить по две точки с каждой стороны. После этого ступица с приваренными лопатками снимается с приспособления, и швы провариваются по всей длине. Желательно, чтобы сварочный шов был в виде меандра, без подрезки и ступенек. Поперечный размер шва должен быть 2.0—2.5 мм. После этого привариваются распорки, и затем снова потребуется отжиг; его режим должен соответствовать применяемому материалу. После отжига протачиваются лопатки на токарном станке до внутреннего размера наружного корпуса СА. Ступица с лопатками устанавливается в корпус и приваривается. Достаточно проварить по наружному контуру лопаток с каждой стороны по шву на длину 10-15 мм.
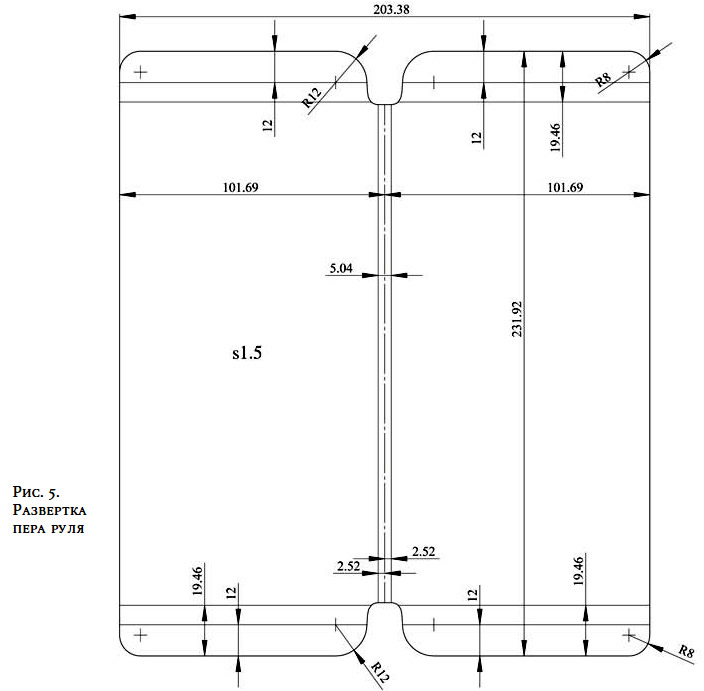
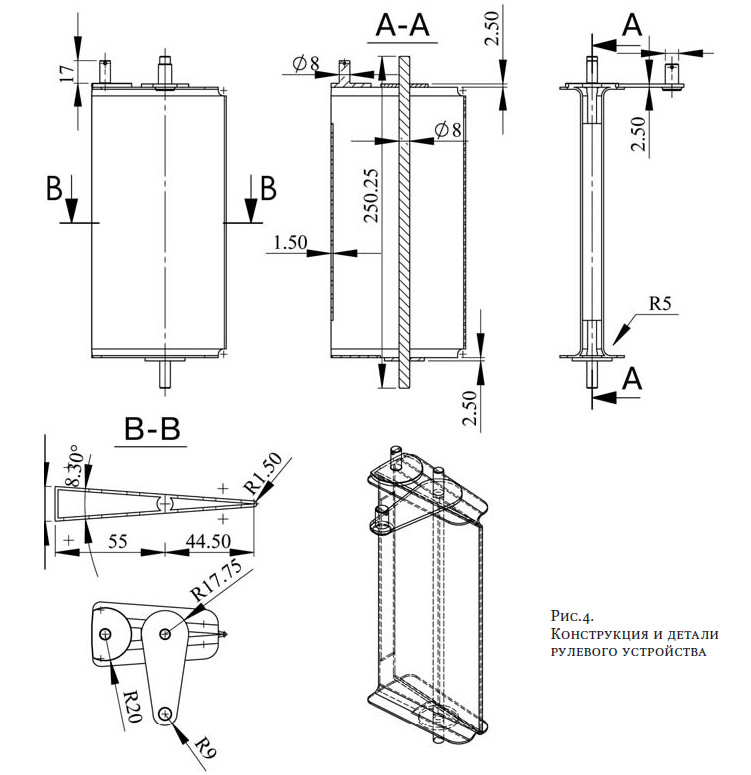
К корпусу СА на кронштейнах крепится узел рулевого устройства. В первоначальном варианте ВД работало одно перо руля. Такая конструкция всем хороша, но имеет довольно значительную "мёртвую зону" вблизи нейтрального положения; два же руля делают ее минимальной. Конструкция и развертка пера руля приведены на рис. 4 и 5. Обратите внимание на шайбы по верхней и нижней кромкам каждого пера — они существенно повышают эффективность рулей и сводят к нулю брызгообразование.