Все детали подводной части моторов «Ветерок-8» и «-12» (дейдвуд, подвеска, редуктор) одинаковы, за исключением гребного винта. Поэтому приведенные ниже рекомендации распространяются на обе модели.
Возможны следующие неисправности подводной части мотора.
1. Попадание воды в редуктор. Ее причиной могут послужить:
- износ или повреждение резиновых сальников;
- изгиб гребного вала;
- повышенный износ подшипников;
- плохое уплотнение разъемов.
2. Не включается гребной винт. Это происходит в тех случаях, когда:
- срезан штифт гребного винта;
- провернулся демпфер гребного винта;
- поломались шестерни редуктора;
- поломался вертикальный вал.
3. Самопроизвольное расцепление муфты холостого хода. Это происходит в том случае, когда выкрошены или изношены зубья муфты.
4. Не поступает вода в систему охлаждения двигателя. Причиной может явиться:
- повреждение или износ крыльчатки помпы;
- износ или отсутствие (после переборки) шпонки крыльчатки;
- негерметичное уплотнение трубок подвода воды к помпе или картеру.
Редуктор
Все неполадки в редукторе, его прогрессирующий износ происходят в основном в результате коррозии и проникновения воды во внутреннюю полость. Непременным условием долголетней безаварийной эксплуатации редуктора является своевременная (через 25 часов работы) замена смазки. При очередной замене необходимо убедиться в том, что в сливаемом масле не содержится вода. Перед сливом масла мотор должен простоять не менее часа, так как при вращении шестерен смазка интенсивно перемешивается с водой. Если после отворачивания нижней сливной пробки из редуктора сначала вытекает небольшое количество воды или сливаемое масло на только что заглушенном моторе имеет бурый цвет, это означает, что редуктор негерметичен.
Даже если количество воды небольшое, обязательно выявите причину негерметичности. Для этого отсоедините редуктор с проставкой от промежуточного корпуса, снимите водяную помпу, внутреннюю полость редуктора отмойте от остатков смазки.
Редуктор моторов «Ветерок» имеет по две уплотняющие манжеты на вертикальном и гребном валах, уплотняющее кольцо тяги муфты холостого хода и резиновое кольцо между стаканом сальника и шарикоподшипником № 205. Потеря герметичности этими уплотнениями может произойти в результате дефектов самого уплотнения либо больших радиальных люфтов проходящих через них деталей при износе подшипников. Люфты валов можно определить стрелочным индикатором, измерив перемещение в радиальном направлении валов в подшипниках.
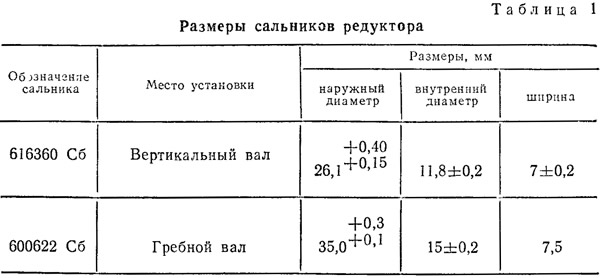
Резина сальников должна быть достаточно эластичной, на ней не должно быть механических повреждений; диаметр рабочей кромки должен быть несколько меньше диаметра гребного вала. Следует убедиться в том, что стягивающая пружина сальника находится на месте. Размеры сальников редуктора приведены в табл. 1.
Вода может проникать в редуктор через уплотнение тяги муфты холостого хода при износе резиновой втулки. Внутренний диаметр втулки должен составлять 5,3 ±0,3.
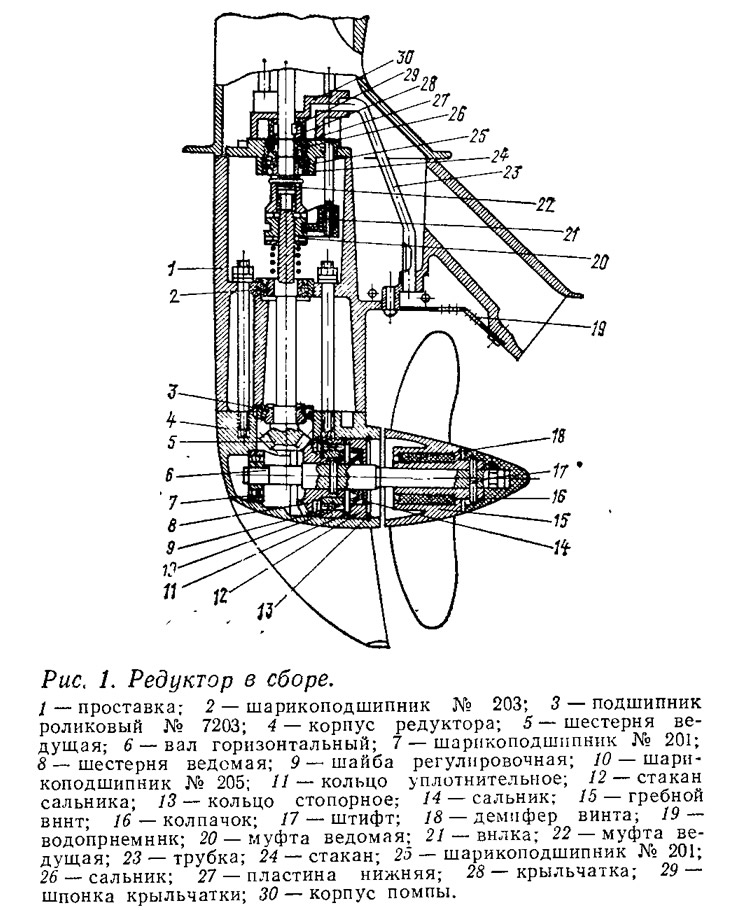
Качество уплотнения сальника вертикального вала 26 (рис. 1) можно проверить следующим образом. В полость сальника со стороны, обращенной к муфте, налейте примерно 1 см3 керосина. Легко проворачивая вал относительно стакана, следите за просачиванием керосина через уплотнение. Если сальник неисправен, то по другую его сторону на валике появится пятно.
В редуктор «Ветерка» следует заливать около 250 см3 масла до уровня контрольной пробки. Не допускайте работы мотора при низком уровне смазки в редукторе (ниже верхней контрольной пробки), так как это приведет к недостаточной смазке расположенного в верхней части проставки подшипника № 201 вертикального вала.
Полная разборка редуктора необходима при замене шестерен и подшипников. При разборке торцевым ключом отверните две гайки крепления корпуса редуктора и отсоедините корпус редуктора от проставки. Затем снимите стопорное кольцо, запирающее стакан сальника гребного вала. Чтобы извлечь из корпуса редуктора гребной вал, нужно вставить в отверстие штифта 17 имеющийся в ЗИП вороток и легкими постукиваниями по нему молотка вынуть вал в сборе с ведомой шестерней и подшипником (см. рис. 1).
Снимите стопорное кольцо подшипника № 205, распрессуйте съемником подшипник и, выбив штифт, снимите ведомую шестерню с вала. Если подшипник № 201 сидит в корпусе плотно, извлеките его съемником. Ведущую шестерню выпрессуйте при помощи выколотки и молотка. Чтобы не повредить хвостовик шестерни, выколотку лучше всего изготовить из меди или алюминия.
Перед сборкой внимательно осмотрите все детали. Работавшие шестерни, имеющие следы приработки и износ, пригодны к эксплуатации лишь в том случае, если на них нет сколов и поломки зубьев. Не забудьте осмотреть пластмассовую вилку 21 переключения муфты холостого хода (см. рис. 1). Если муфта отрегулирована правильно, на верхней плоскости полочки вилки, где она касается буртика муфты, должен быть виден гладкий кольцевой износ глубиной 0,1—0,3 мм. При неправильной регулировке ведомая муфта слишком плотно прижимается к ведущей. Это приводит к большому износу и даже оплавлению капрона вилки в зоне контакта с муфтой.
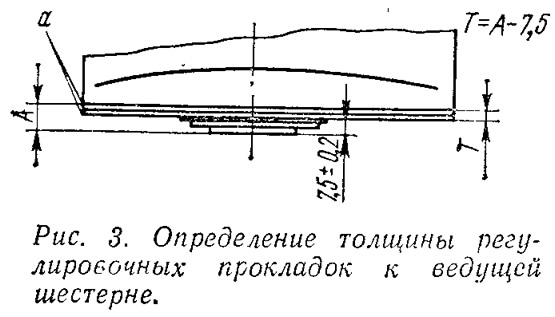
При существующей технологии изготовления невозможно обеспечить полную взаимозаменяемость шестерен редуктора. Поэтому при ремонте величина бокового зазора в конической зубчатой передаче устанавливается за счет дополнительной регулировки при помощи так называемого компенсатора — паронитовой прокладки (или набора прокладок) между корпусом редуктора и проставкой, которая обеспечивает также герметичность соединения. Небрежное обращение с этой прокладкой, неправильная ее замена являются главными причинами преждевременного выхода из строя не только шестерен, ро и других ответственных деталей редуктора. Вырезать прокладку из первого попавшегося под руку материала нельзя. Нельзя и считать, что любая прокладка заводского изготовления может полноценно заменить испорченную. Нормальная работа редуктора будет обеспечена лишь в том случае, когда толщина устанавливаемой прокладки будет точно соответствовать толщине прежней.
Сборка редуктора
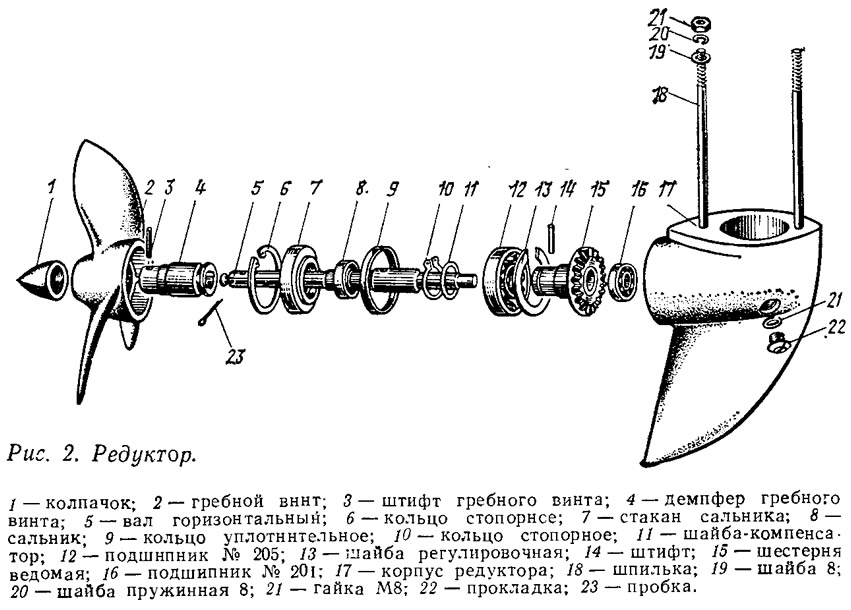
Установите ведомую шестерню на горизонтальный вал и соедините их штифтом (рис. 2). Напрессуйте на ведомую шестерню подшипник № 205. Подберите компенсационную шайбу и зафиксируйте подшипник кольцом. Установите подшипник № 7203 в проставку, замерьте расстояние от торца подшипника до плоскости разъема и подберите комплект прокладок. Недостающее число паронитовых прокладок можно изготовить из картона, пропитанного минеральным маслом. Толщина комплекта должна быть такой, чтобы при сборке она составила 7,5 мм (рис. 3).
Запрессуйте подшипник № 7203 на ведущую шестерню, затем шестерню на вал. При этом не допускайте ударов по зубчатому венцу. Запрессовку завершайте слабыми ударами, постоянно проверяя легкость вращения шестерни. При появлении сопротивления прекратите прессование и легкими ударами по хвостовику снимите излишний осевой натяг. Шестерня в подшипниках должна вращаться легко, но без ощутимого радиального люфта в коническом подшипнике.
Установите подобранный по подшипнику № 7203 комплект парони-товых прокладок и соедините проставку с корпусом редуктора. Запрессуйте в корпус редуктора подшипник № 201 и подберите набор регулировочных шайб.
Для начала установите горизонтальный вал с регулировочной шайбой наибольшей толщины. При этом зазор в зацеплении должен быть больше допустимого. Устанавливая последовательно шайбы меньшей толщины, обеспечьте величину зазора в зацеплении 0,16—0,28 мм.
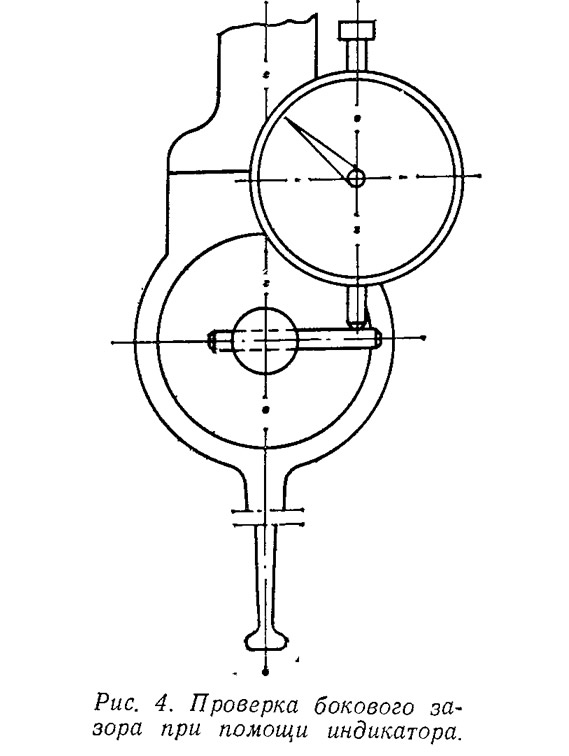
Самой надежной является проверка величины бокового зазора при помощи индикаторной головки (рис. 4). Для этого в отверстие под штифт втулки гребного винта плотно вставьте шпильку из проволоки диаметром 4 мм. На корпусе редуктора укрепите при помощи струбцины или ручных .тисков штатив с индикаторной головкой так, чтобы измерительный штифт головки касался шпильки на радиусе, примерно равном среднему радиусу шестерни (на схеме показано штрих-пунктиром). Затем при включенном переднем ходе несколько раз качните гребиой вал в правую и левую стороны. По величине отклонения стрелки индикатора можно судить о величине бокового зазора. Следует помнить, что при проверке зазора в зацеплении ведущая шестерня должна оставаться неподвижной.
Величину зазора в передаче можно ориентировочно определить, если сперва наложить на поверхность шестерни тонкую пластину из пластилина, а затем повернуть гребной вал. Показателем величины зазора будет служить толщина оставшегося на поверхности зуба пластилина. О качестве сборки редуктора свидетельствует также отсутствие резкого шума при быстром проворачивании ведущей шестерни.
Правильность зацепления шестерен проверяется «на краску». Для этого нужно вынуть ведомую шестерню вместе с горизонтальным валом, смазать тонким слоем краски зубья ведомой шестерни и снова собрать, Ведущую шестерню следует провернуть по ходу на 3—4 оборота, затем вновь вынуть вал.
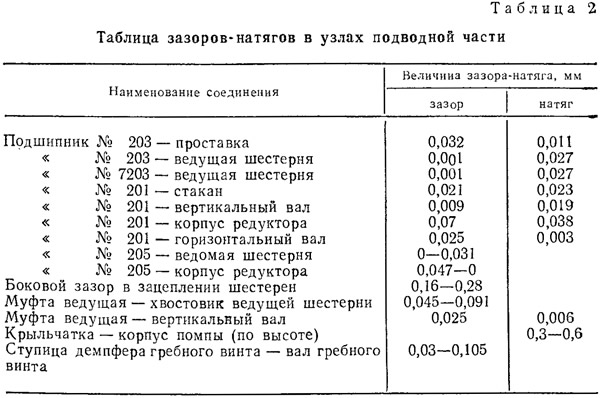
При правильном зацеплении шестерен пятно контакта у ведомой шестерни располагается на середине высоты зуба, сдвигаясь немного к его узкому концу. Зацепление считается нормальным, если продольный отпечаток бочкообразного вида составляет не менее 60% длины и 60% высоты зуба. В зависимости от смещения пятна контакта положение шестерен можно регулировать, руководствуясь приведенными в табл. 2 данными. После проверки «на краску» зазор в зубчатом зацеплении необходимо проверить еще раз.
Во время регулировки зазора в зацеплении зубьев долго работавших шестерен важно учесть возможность образования на поверхности зубьев углублений и выступов от износа. Возможно соприкосновение зубьев одной шестерни с выступами на зубьях другой, что вызывает шум при работе редуктора и быстрое разрушение зубьев. Поэтому при регулировке зацепления изношенных шестерен рекомендуем в первую очередь выключать из зацепления изношенный ступенчатый участок шестерни, пользуясь регулировочными шайбами.
Убедившись в правильности зацепления шестерен, продолжайте сборку подводной части:
- наденьте на стакан сальника 7 резиновое кольцо 9 (см. рис. 2), осмотрите сальник и установите стакан на место;
- вставьте в корпус стопорное кольцо и ударом молотка по оправке посадите кольцо в канавку;
- очистите плоскости проставки и стакана от прилипшей старой прокладки;
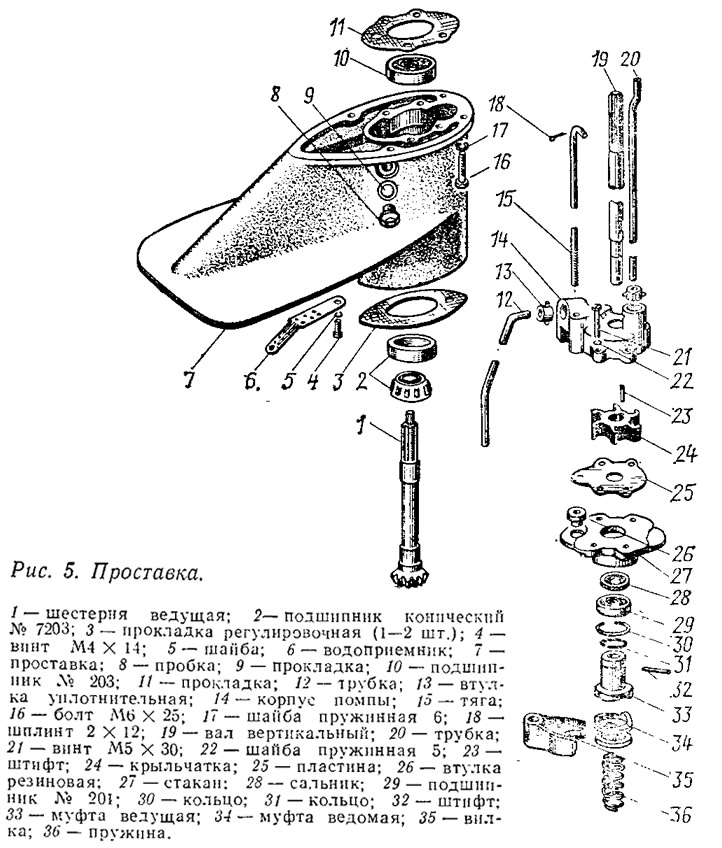
- запрессуйте в стакан сальник и подшипник № 201 (рис. 5);
- запрессуйте вертикальный вал так, чтобы его конец выступал из подшипника на 12,5—13 мм;
- запрессуйте на вал ведущую муфту, предварительно надев на нее пружинное кольцо;
- соедините муфту с валом штифтом и зафиксируйте штифт, сместив пружинное кольцо в канавку;
- установите на место пластину помпы, при помощи консистентной смазки зафиксируйте на вертикальном валу цилиндрическую шпонку и установите на место крыльчатку помпы.
Перед сборкой водяной помпы обратите внимание на целость и упругость крыльчатки. Если резина затвердела, имеет повышенный износ или на лопастях появились трещины, крыльчатку следует заменить. Нормальная крыльчатка при установке в корпус помпы и совмещении посадочного отверстия с отверстием корпуса должна касаться стенок стакана корпуса всеми лопастями. Крыльчатку можно не менять до тех пор, пока концы лопастей не износятся до появления острых кромок.
В новой помпе крыльчатка устанавливается с натягом 0,3—0,6 мм.
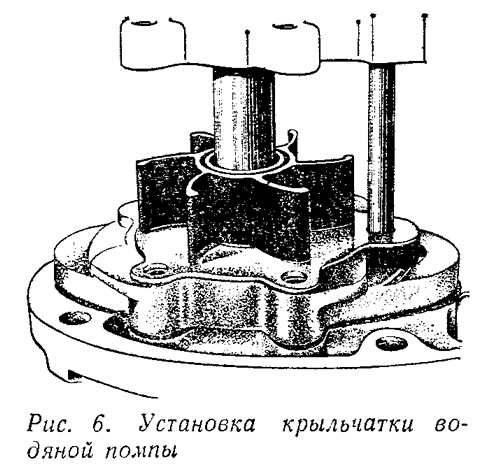
Корпус помпы 14 и пластину 25 (см. рис. 5) нужно заменить, если глубина образующихся в результате трения о крыльчатку кольцевых канавок превышает 0,3—0,4 мм. Перед установкой на место смажьте крыльчатку автолом или другой жидкой смазкой для предохранения крыльчатки от повреждения при сухом прокручивании. Крыльчатку нужно так установить, чтобы ее лопасти были загнуты против часовой стрелки (рис. 6).
Наденьте на вертикальный вал корпус помпы и, вращая его по часовой стрелке, посадите на крыльчатку. Установите в стакан уплотнительную втулку, пропустите через корпус и стакан тягу управления муфтой, наденьте на стакан уплотнительную прокладку, наверните на тягу капроновую вилку.
Вставьте в корпус трубку подвода воды, установите в вилку ведомую муфту и, вытянув тягу, прижмите ее к ведущей муфте.
На ведущую шестерню наденьте поджимную пружину, установите на место вал со стаканом, помпу со стаканом приверните к фланцу проставки. Проследите, чтобы трубка подвода воды встала в свое отверстие в проставке.
Регулировка муфты холостого хода
Износ рабочих поверхностей кулачков муфты холостого хода и неправильная регулировка муфты вызывают периодические удары в редукторе в результате самопроизвольного включения муфты. Износ и выработка возникают в основном в результате неправильного регулирования величины перемещения ведомой муфты, когда кулачки муфты не входят в сопряжение по всей высоте, а лишь касаются друг друга вершинами.
Причиной выработки может послужить также частое включение переднего хода на слишком высоких оборотах коленчатого вала, так как при этом возникают большие ударные нагрузки на вершины уступов.
Для регулировки муфты холостого хода сначала закрепите пружинный ограничитель ручки переключения в среднем положении. Плоскогубцами подтяните тягу до полного включения муфты холостого хода. Установите ручку переключения в положение «Ход» и, завертывая или вывертывая тягу, установите ее отогнутый конец строго против отверстия на рычаге. Вставив тягу в рычаг, зафиксируйте ее шплинтом.
Правильность регулировки муфты можно проверить, поворачивая с небольшим усилием гребной вал. При полном сцеплении кулачков ведущей и ведомой муфт у вала не должно быть большого хода, он будет лишь слегка покачиваться за счет зазоров в зубьях шестерен и кулачках муфт.
Включив ручку переключения в положение «Холостой ход», проверьте, разъединились ли муфты. Если разъединения не произошло, нужно вывернуть тягу на один оборот, повернув ее против часовой стрелки, и проверить еще раз.
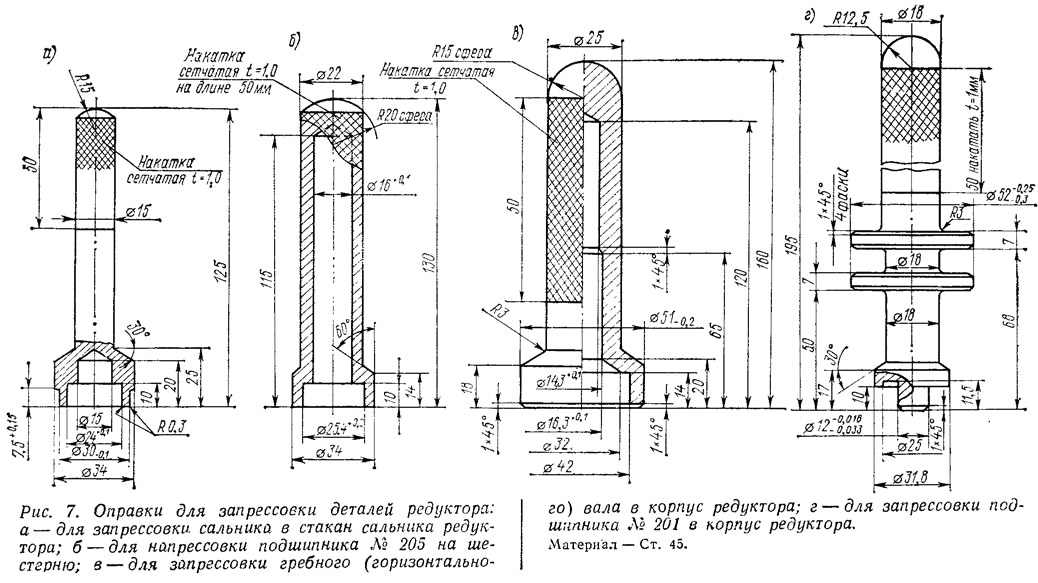
Для качественной сборки редуктора желательно использовать ряд оправок. На рис. 7 приведены чертежи нескольких несложных в изготовлении оправок для запрессовки деталей редуктора.
Зазоры (натяги) в соединении деталей подводной части моторов «Ветерок» приведены в табл. 2.