
Более компактные редукторы с конусными фрикционными муфтами, которые за счет применения винтовых шлицов самозатягиваются при увеличении нагрузки, применяются в конструкциях угловых откидных колонок. Но, несмотря на кажущуюся простоту, конструкция конусных муфт требует точного выбора углов конуса и наклона шлицов, тщательного подбора материалов, использования специального технологического оборудования для изготовления; кроме того, конусные муфты имеют заметные преимущества только для высокооборотных двигателей.
Редукторы, снабженные кулачковыми муфтами с синхронизаторами (угловые реверс-редукторы УРРП) имеют меньший вес и габариты, чем дисковые, более надежны в работе, не требуют регулировки. Однако включать ход у такого редуктора можно только при минимальной частоте вращения, в противном случае кулачки и конусные муфты быстро изнашиваются, включение хода начинает сопровождаться ударами, происходит самопроизвольное выключение передачи. На наш взгляд, это связано с относительно небольшим моментом, который передает муфта синхронизатора редукторов типа УРРП.
Изображенный на рисунке реверс-редуктор выполнен по той же схеме, что и УРРП, но имеет усиленную муфту синхронизатора, меньшие габариты, меньший вес (35 кг) и более технологичную конструкцию. Передача рассчитана на крутящий момент до 35 кг·см. При установке кронштейна с дополнительным подшипником и двойного карданного шарнира (на рис. вариант «У») реверс-редуктор можно применять для угловой передачи.
Управление редуктором производится при помощи рычага 1, который соединен с рукояткой управления и вдвигает шток 2. Посредством подшипника 6 это движение передается вращающемуся штоку 52, который через палец 16 передвигает кулачковые полумуфты переднего 17 и заднего 49 хода. Между ними расположены два одинаковых конуса 15, раздвинутых относительно друг друга за счет трех пружин 13. В нейтральном положении каждый конус фиксируется шестью подпружиненными бономами 34.
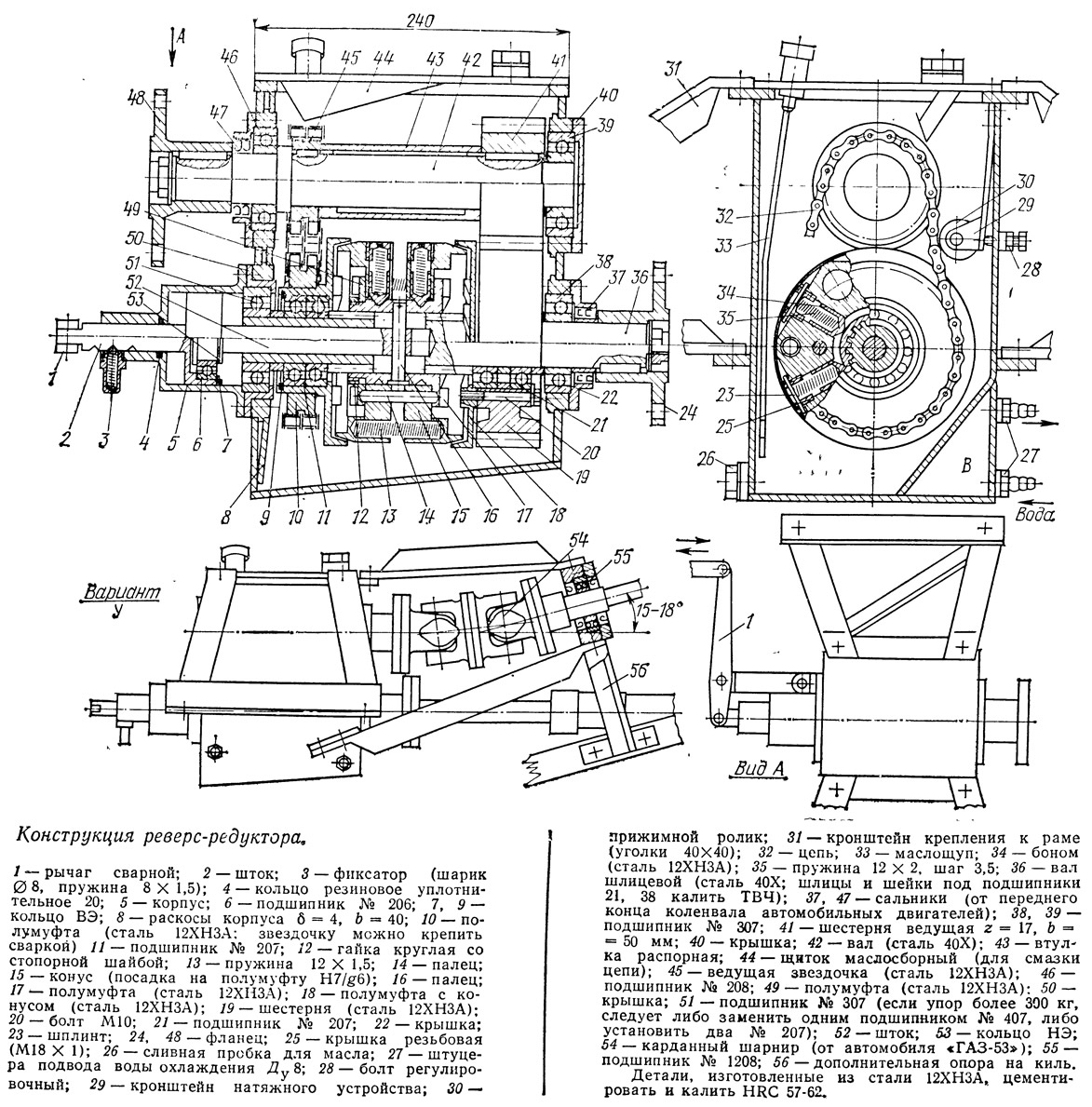
На рисунке реверс-редуктор показан в нейтральном положении, которое фиксируется фиксатором 3. При перемещении штока 2 на расстояние порядка 3 мм конус 15 прижимается к внутреннему конусу полумуфты 18 (при включении заднего хода — к полумуфте 10). При дальнейшем перемещении штока усилие на рукоятке управления резко возрастает, так как происходит выдавливание бономов 34 из канавки. Это приводит к тому, что на конусы начинает действовать значительная осевая сила (более 100 кг). Под действием данной силы конуса сцепляются и происходит быстрый разгон гребного вала; в дальнейшем движение катера можно продолжить на пониженных оборотах двигателя (до 1000 об/мин) без включения кулачков.
Когда между кулачками муфт 17 и 18 остается зазор 0,5—1 мм, боно-мы выходят из канавки. В этот момент на штоке 2 резко снижается осевое усилие. Дальнейшее перемещение полумуфты 17 до полного включения происходит быстро, как бы рывком, конусные муфты начинают прокручиваться. Однако благодаря быстрому вводу кулачков полумуфты проворачиваются относительно друг друга не более чем на один зуб (т. е. на 60°), сильного удара не происходит. Все шесть кулачков имеют относительно небольшую высоту (6 мм), их задняя часть скошена по типу храповой муфты редукторов подвесных моторов. Опыт эксплуатации показал, что такая форма кулачковой муфты более удачна, чем муфты редуктора УРРП. Рабочие кулачки муфты выполнены с поднутрением (угол 5'), поэтому выключить ход даже при средней частоте вращения невозможно. При малой частоте вращения самопроизвольному выключению кулачковых муфт (за счет действия пружины 13) препятствует фиксатор 3.
Чтобы упростить технологию изготовления реверс-редуктора, крутящий момент с конусов 15 на полумуфты 17 и 10 передается посредством трех пальцев 14. Корпус редуктора — сварной, стальной, толщина боковых листов и нижнего составляет 3 мм, торцевых — 4, верхнего — 5, крышки — 3. Поскольку подшипник 46 воспринимает упор гребного винта, в районе его установки корпус усилен раскосами 8. Редуктор охлаждает вода, пропущенная из системы охлаждения через специальный карман В. Такое конструктивное решение повышает жесткость редуктора и облегчает слив воды перед зимней консервацией.
Косозубые шестерни выполнены из сталей типа 12ХНЗА, зацементированы и закалены. После термообработки отверстие под подшипники необходимо расшлифовать или расточить эльбором. Модуль зацепления составляет 5 мм (для двигателей «ЗМЗ-21», «-24» — 4,5 мм; для «УМЗ», «ВАЗ» — 4 мм), передаточное отношение редуктора — от 1,4 до 2,5 (в зависимости от типа двигателя и катера). Задний ход осуществляется за счет двухрядной цепи от мотоцикла «ИЖ» или привода газораспределения двигателей «УМЗ», «ВАЗ». Можно применить и однорядную цепь с шагом 0,525 мм. Звездочки можно подобрать от автомобиля, тогда их передаточное отношение составит 1:2. Однако разместить такие звездочки удается только при межцентровом расстоянии более 95 мм.
Конуса 15 можно изготовить либо из латуни, либо из стали — с напрессовкой латунных или бронзовых (АЖМц) колец в районе конических поверхностей. На поверхности конуса (его полуугол составляет 12—15°) необходимо сделать мелкую резьбу с шагом 0,5—1,0 мм. Такая резьба будет способствовать быстрому разрыву масляной пленки при включении передачи и препятствовать появлению задиров при длительном пробуксовывании.
Длину и степень затяжки пружины 35 подбирают в такой последовательности:
- конус 15 сдвигают относительно полумуфты 17 таким образом, чтобы отверстия под бономы не совпадали с канавкой;
- вставляют бономы;
- длину пружин подбирают так, чтобы при завинчивании крышки 25 до соприкосновения витков пружина утопала на 1,0—1,5 мм;
- крышку отвинчивают на один-полтора оборота и в этом положении фиксируют шплинтом 23.
Учитывая значительное усилие, необходимое для выдвигания бономов из паза, ход рычага управления на месте водителя должен быть не менее 400 мм.
Сборка редуктора производится следующим образом:
- отдельно собирают шестерню 19 с подшипниками 21, полумуфтой 18 и распорными втулками;
- болты 20 фиксируют стопорными шайбами;
- на полумуфту 17 насаживают конуса 15 с предварительно вставленными пружинами 13 и пальцами 14;
- на шпонке запрессовывают левую полумуфту 49, которую прижимает гайка 12 и фиксирует стопорная шайба;
- устанавливают бономы (дет. 34, 35, 23, 25);
- к собранному узлу прикладывают ведомую шестерню в сборе и ведомую звездочку 10 с надетой цепью, но без подшипников 11у
- всю группу деталей вставляют через верхний люк; через отверстие под подшипник 51 в них впрессовывают вал 36;
- запрессовывают подшипники 11 (посадка в корпус H7/f7) и фиксируют кольцом 9;
- насаживают две распорные втулки и напрессовывают подшипники 51, 38;
- вставляют в сборе штоки 2 и 52;
- при помощи узких пассатижей вставляют палец 16 и стопорят шплинтом;
- через отверстие под подшипник 46 вставляют распорную втулку 43 (в ней имеются пазы для прохода шпонок), звездочку 45 с цепью, шестерню 41 и через них пропускают вал 42 со вставленными шпонками;
- натяжение цепи 32 регулируют болтом 28, который изгибает рычаг 29 с прижимным роликом 30.
Разборка производится в обратном порядке. Для удобства выпрессовки подшипника 51 в крышке 50 имеются два дополнительных отверстия с резьбой, в которые ввинчиваются болты, крепившие крышку. Болты упираются в корпус, за счет этого и происходит выпрессовка крышки вместе с подшипником.
После сборки необходимо проверить пятно контакта в зубчатой передаче. Длина пятна должна быть не меньше 60% ширины зуба; совершенно недопустима концентрация пятна контакта около торца зуба. Улучшить распределение пятна контакта можно притиркой шестерни в сборе. Надежность передачи со смещенным пятном можно также несколько повысить, если при помощи тонкого круга плавно уменьшить толщину зуба со стороны смещенного пятна контакта. Начинать обработку нужно на расстоянии 5—7 мм от торца, причем так, чтобы на торце толщина зуба оказалась на 0,1 мм меньше.
Реверс-редуктор заправляется трансмиссионным маслом ТАП. Необходимо позаботиться, чтобы в рабочем положении шестерня 19 была погружена в масло на 15-20 мм.