Водометными движителями я занимаюсь уже двенадцать лет. За это время изготовил и испытал несколько стационарных и подвесных вариантов с двигателями от подвесных моторов «Стрела», «Ветерок» и «Москва» и от «СМ-557Л».
Предлагаемый вниманию читателей подвесной вариант — самый простой и, как мне представляется, удачный. Выполнен он на базе подвесного мотора «Ветерок-12» с максимальным использованием серийных деталей. Вес «Ветерка-12» с водометом увеличился, по сравнению с серийным винтовым, всего на 1 кг.
Я эксплуатирую этот водомет на серийной мотолодке «МКМ». При водоизмещении 450 кг она легко выходит на глиссирование и идет со скоростью 20—22 км/ч; под серийным «Ветерком-12» с гребным винтом при тех же условиях скорость больше всего на 2 км/ч.
Высокая проходимость лодки и снижение гидродинамического сопротивления обеспечиваются малым заглублением водозаборника: его передняя верхняя кромка находится ниже днища всего на 25—30 мм, а самая нижняя точка — на 110—120 мм. Наклон входного отверстия водовода исключает подсасывание его к грунту, а при движении на волне препятствует подсасыванию воздуха. Кроме того, наклонная передняя часть водовода играет роль своеобразного стабилизатора, уменьшающего дифферент лодки при выходе на глиссирование.
Водомет изготовлен с использованием штатного редуктора, крепящегося к дейдвуду мотора на специальном фланце. В случае необходимости замена водометного движителя винтовым занимает 10—15 мин.
Приведу краткие рекомендации для желающих сделать подвесной водомет. Начинать следует с самых трудоемких частей — водозаборника и спрямляющего аппарата.
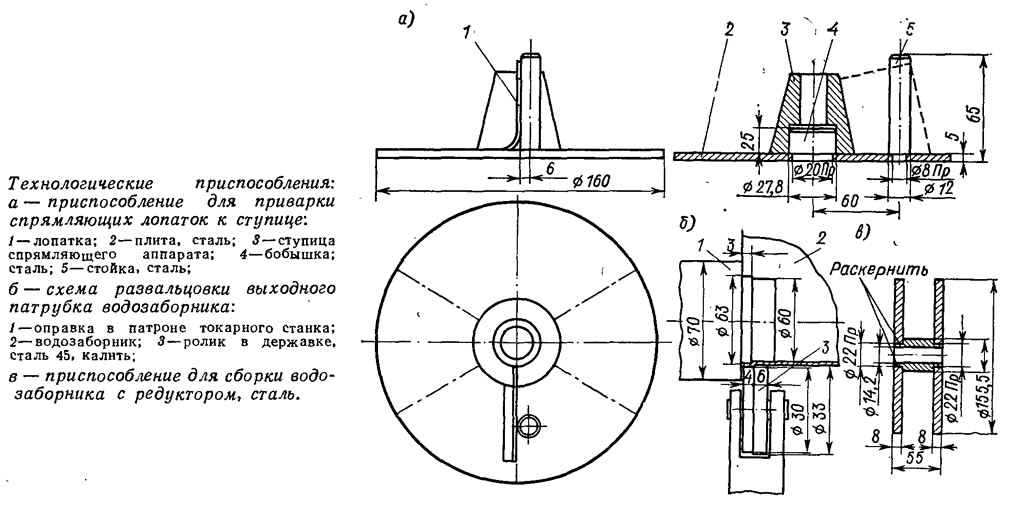
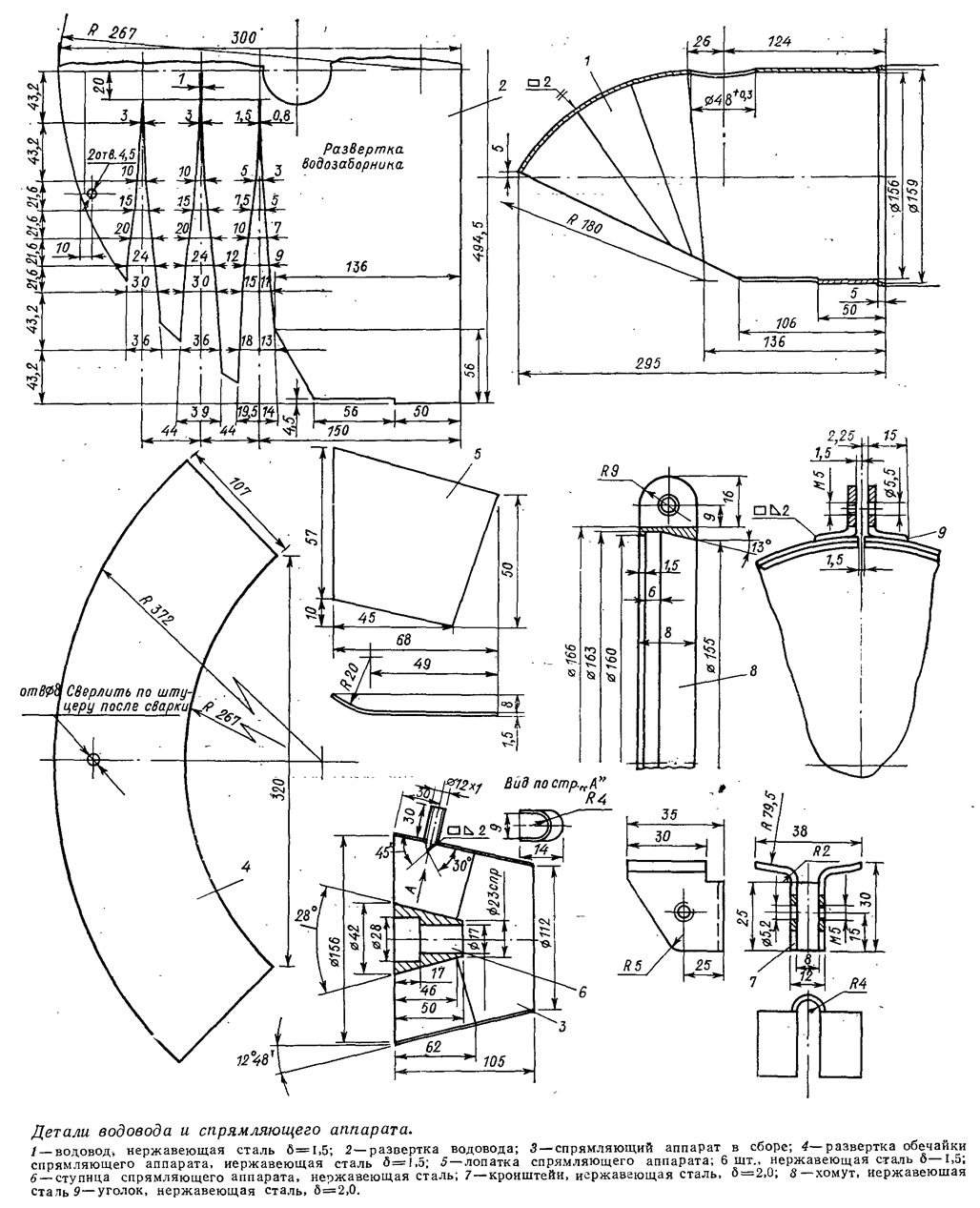
На листе металла размечаются развертки водозаборника, обечайки, спрямляющего аппарата и шести его лопастей. Заготовки вырезаются, зачищаются напильником кромки и на гибочных вальцах или вручную на оправке (с помощью киянки) производится гибка. Затем свариваются продольный стыковой шов водозаборника и поперечные швы по фасонным вырезкам, начиная от заднего по ходу воды. Для стягивания при выполнении поперечных швов используется проволока или струбцины. Сварка производится только снаружи. Чтобы брызги расплавленного металла не прилипали к поверхности, перед сваркой деталь следует покрыть раствором мела (30%) в воде (65%) с добавлением 5% жидкого стекла. Швы тщательно зачищаются, производится развальцовка роликом задней кромки водозаборника в токарном станке на оправке. При развальцовке шпиндель проворачивается только вручную; следует при этом следить, чтобы кромка водозаборника прижималась к торцу оправки.
Изготовление спрямляющего аппарата начинается с разметки мест приварки лопаток на предварительно выточенной ступице. Основание ступицы делится на 6 равных частей, затем на разметочной плите рейсмусом или при помощи угольника на образующей ступицы проводятся прямые линии, параллельные оси. Для приварки лопаток необходимо сделать приспособление, показанное на приводимых эскизах. На бобышку приспособления устанавливается ступица, совмещаются контрольные линии на ступице и на приспособлении. Лопатка прижимается к стойке, совмещается с линиями и в двух-трех точках прихватывается. Затем, последовательно поворачивая ступицу, ставят на прихватки все остальные лопатки. Их приварка производится двусторонним швом с катетом 4 мм.
Затем ступица с лопатками протачивается в оправке по наружному диаметру так, чтобы лопатки плотно входили в обечайку (с предварительно сваренным продольным швом) и передние кромки их совмещались с передней кромкой обечайки. Ступица с лопатками устанавливается на ровную плиту, на нее надевается обечайка и лопатки с выпуклой их стороны прихватываются к ней. Приварка лопаток производится только с выпуклой стороны и на половину их ширины. Штуцер для охлаждающей воды приваривается к обечайке между лопатками на стороне, противоположной продольному шву. Козырек штуцера припаивается изнутри припоем ПОС-30. Уплотнительное кольцо приклеивается к обечайке клеем «88» на расстоянии 4 мм от передней кромки. Обтекатель изготавливается из пенопласта и вклеивается в ступицу клеем «88».
Все неровности в водозаборнике и спрямляющем аппарате шпаклюются эпоксидной шпаклевкой.
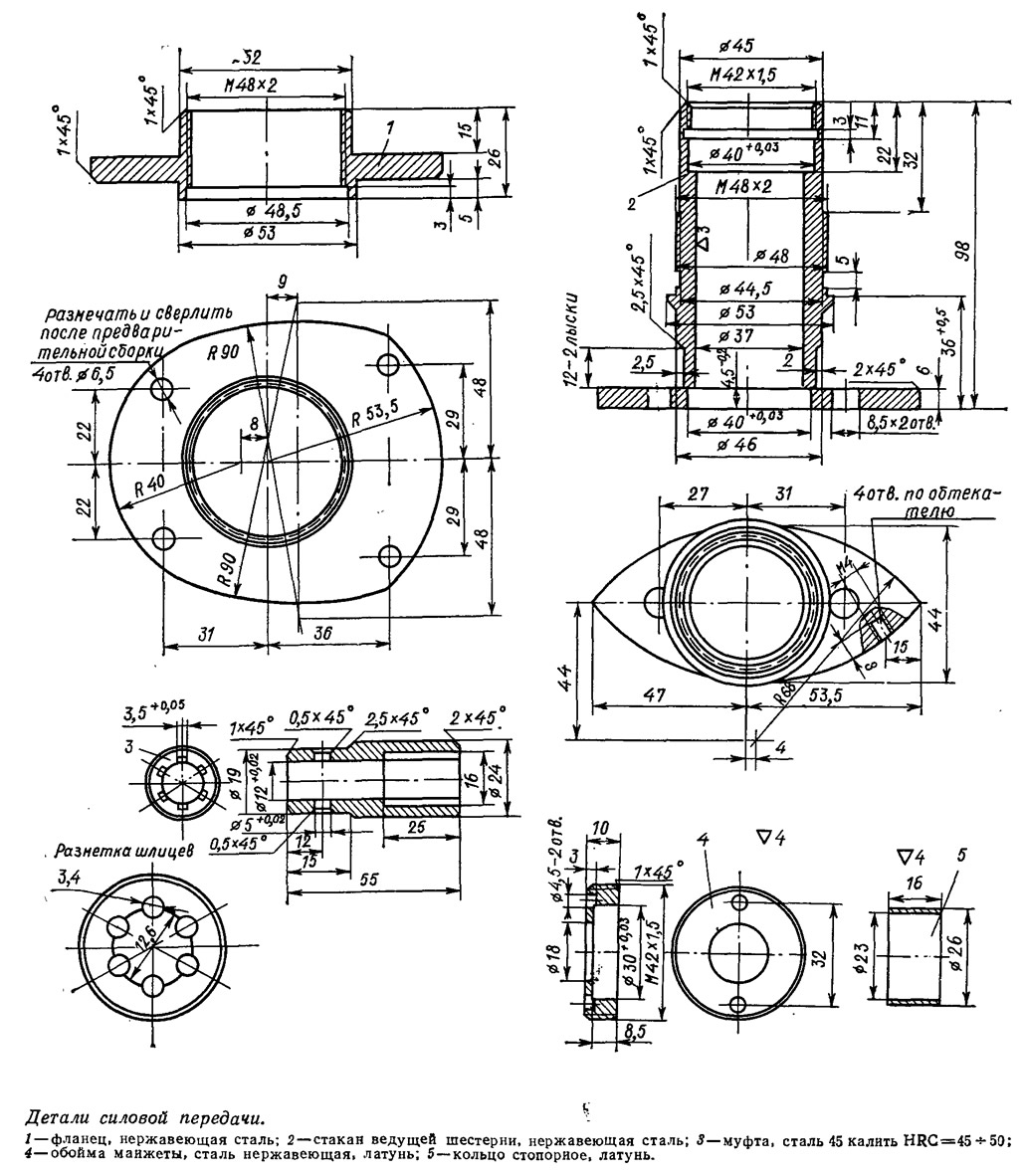
Изготовление деталей силовой передачи — фланца, стакана ведущей шестерни, обоймы манжеты — особых пояснений не требует. Шлицы на шлицевой муфте выпиливаются вручную. Для этого в муфту на всю ее длину вставляется стальная пробка; чтобы ее зафиксировать, сверлится поперечное отверстие ∅5 мм и в него вставляется штифт. Затем на торце ∅24 мм проводится окружность ∅12,6 мм, которая делится на шесть равных частей. В отмеченных точках сверлятся 6 отверстий ∅3,4 мм на нужную глубину 25 мм, пробка вынимается и шлицы обрабатываются надфилем по шлицам ведущей шестерни. Муфта должна плотно входить на шлицы шестерни на глубину 25 мм.
Водомет удобнее всего собирать в такой последовательности.
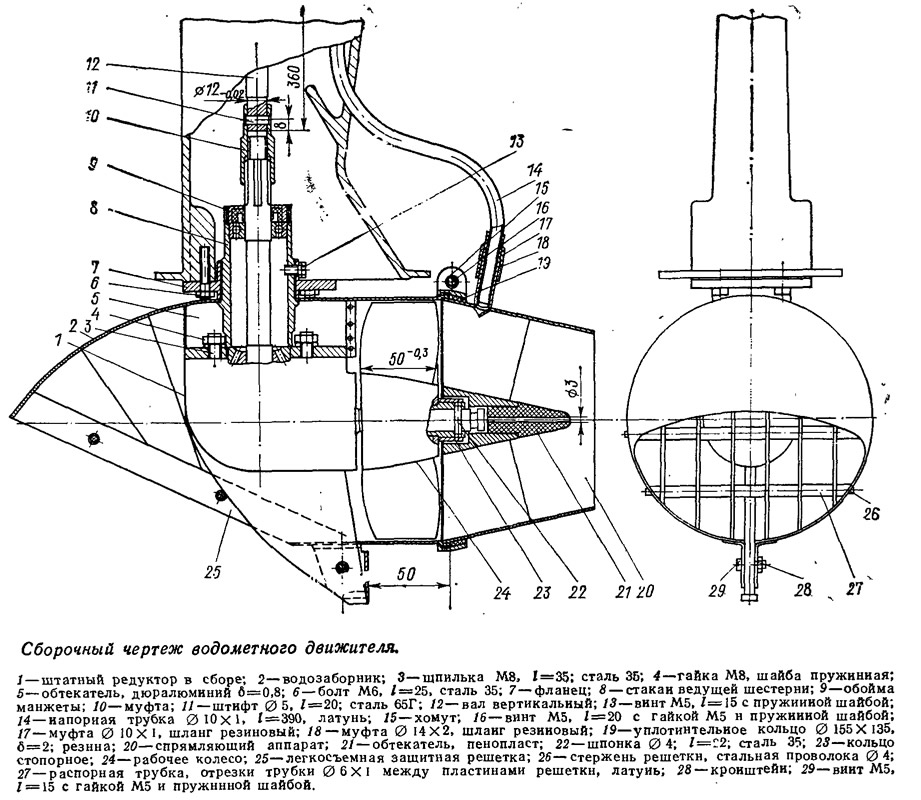
В стакан 8 запрессовываются подшипник № 203 и завинчивается обойма 9 манжеты (торцы обоймы смазываются герметиком); запрессовывается наружное кольцо роликоподшипника № 7203 и вставляется ведущая шестерня. Весь узел собирается с корпусом редуктора, регулируется зацепление шестерен. Стакан снимается с корпуса редуктора и вставляется верхним концом в отверстие водозаборника ∅48 мм.
Корпус редуктора вставляется в водозаборник и соединяется со стаканом. На гребной вал надевается сборочное приспособление, изготовленное по приводимому эскизу, и фланец 7 поворачивается до упора. После этого на подпятник редуктора надевается кронштейн 28, производится приварка его к водозаборнику, и через отверстие в кронштейне сверлится отверстие в подпятнике. На фланце 7 размечается параллельная продольной оси водомета осевая линия отверстий под крепежные болты 6; сверлится отверстие для стопорного винта 13, одновременно служащее для заливки масла.
Из полосы дюралюминия шириной 36 мм сгибается и подгоняется по форме водозаборника обтекатель 5, закрывающий часть стакана, расположенную в водозаборнике. После подгонки обтекатель склепывается сзади 4 заклепками ∅3 мм и крепится к нижнему фланцу стакана 4 винтами М4. Вертикальный вал изготавливается из серийного вала обрезкой нижней части до размера 360 мм.
Рабочее колесо делается из штатного гребного винта мотора «Ветерок-8»: нужно уменьшить диаметр винта до 155,5 мм и длину ступицы (обрезав с задней стороны) до полируются.
Подача воды в систему охлаждения двигателя осуществляется от спрямляющего аппарата по трубке 14. Для удобства демонтажа и замены водометного движителя винтовым напорная трубка выполняется из двух половинок. Нижняя часть 14, выгнутая из латунной трубки длиной 390, входит в отверстие дейдвуда и соединяется с верхним отрезком (∅8Х1; длина 150 мм) резиновой муфтой.
Входная решетка 25 необходима только при использовании водомета на сильно заросших травой и загрязненных водоемах. По опыту эксплуатации можно сказать, что водоросли и трава легко перемалываются рабочим колесом.
При окончательной сборке водомета перед навинчиванием фланца 7, в него вставляются крепежные болты 6, а место соединения стакана водозаборника и фланца герметизируется клеем «88»; ставятся рабочее колесо, шпонка 22 и кольцо 23, в редуктор заливается смазка, устанавливается спрямляющий аппарат. Собранный движитель крепится к дейдвуду так, чтобы шлицевая муфта наделась на хвостовик ведущей шестерни; система охлаждения соединяется с патрубком водозаборника.
Водометный движитель такой же конструкции можно сделать и для более мощных подвесных моторов, например «Вихря» или «Нептуна».

- Главная
- Моторы
- Самодельные моторы
- 1977 год
- Самодельный подвесной водомет на базе мотора «Ветерок-12»
Подкатегории раздела
Описание моторов
Устройство моторов
Самодельные моторы
Тюнинг моторов
Обслуживание моторов
Дистанционное управление
Поделитесь информацией
Похожие статьи
Подвесной водомет на базе мотора «Ветерок-12»
Подвесной водомет на базе мотора «Салют»
Новый подвесной мотор «Ветерок»
Подвесной лодочный мотор ПЛМ-3 «Ветерок-12»
Новые модификации подвесного лодочного мотора «Ветерок»
Как форсировать подвесной мотор «Ветерок-8»
Самодельный стационарный водомет с мотором «Стрела»
Испытания подвесного мотора «Ветерок-14»
Подвесной мотор на базе автомобильного двигателя
Самодельный малогабаритный подвесной мотор из двигателя «Д5»
Усовершенствованный подвесной мотор «Ветерок-8М»
«Ветерок-яхтинг» — подвесной мотор для яхт
Правильный запуск и регулировка мотора «Ветерок-8»
Способы устранения некоторых недостатков мотора «Ветерок-12»
Подвесной водомет на базе мотора «Салют»
Новый подвесной мотор «Ветерок»
Подвесной лодочный мотор ПЛМ-3 «Ветерок-12»
Новые модификации подвесного лодочного мотора «Ветерок»
Как форсировать подвесной мотор «Ветерок-8»
Самодельный стационарный водомет с мотором «Стрела»
Испытания подвесного мотора «Ветерок-14»
Подвесной мотор на базе автомобильного двигателя
Самодельный малогабаритный подвесной мотор из двигателя «Д5»
Усовершенствованный подвесной мотор «Ветерок-8М»
«Ветерок-яхтинг» — подвесной мотор для яхт
Правильный запуск и регулировка мотора «Ветерок-8»
Способы устранения некоторых недостатков мотора «Ветерок-12»
Самодельный подвесной водомет на базе мотора «Ветерок-12»
Год: 1977. Номер журнала «Катера и Яхты»: 69 (Все статьи)
ПРЕДЫДУЩИЕ СТАТЬИ
Потери топлива карбюратора мотора «Вихрь»
Исследование шумности моторов «Меркюри»
Разборка, ремонт и сборка цилиндропоршневой группы «Вихрь»
Реверс-редукторы любительской постройки
Стационарный двигатель из мотора «Вихрь»
Подвесной водомет на базе мотора «Салют»
Водометы фирмы «Беркли джет драйв» для мотолодок
Обслуживание и неисправности системы зажигания лодочных моторов
Новинки подвесных лодочных моторов 1977 года
Электронная система зажигания мотора «Нептун-23»
Испытывался серийный мотор «Привет-22» в опытовом бассейне
Необычные стационарные водометы
Пути снижения токсичности двигателей
О лодочных моторах «чистых» и «нечистых»
Устройство системы выпуска двухтактного двигателя
Исследование шумности моторов «Меркюри»
Разборка, ремонт и сборка цилиндропоршневой группы «Вихрь»
Реверс-редукторы любительской постройки
Стационарный двигатель из мотора «Вихрь»
Подвесной водомет на базе мотора «Салют»
Водометы фирмы «Беркли джет драйв» для мотолодок
Обслуживание и неисправности системы зажигания лодочных моторов
Новинки подвесных лодочных моторов 1977 года
Электронная система зажигания мотора «Нептун-23»
Испытывался серийный мотор «Привет-22» в опытовом бассейне
Необычные стационарные водометы
Пути снижения токсичности двигателей
О лодочных моторах «чистых» и «нечистых»
Устройство системы выпуска двухтактного двигателя
ТЕКУЩАЯ СТАТЬЯ
Самодельный подвесной водомет на базе мотора «Ветерок-12»
СЛЕДУЮЩИЕ СТАТЬИ
Регулировка и обслуживание системы питания и смесеобразования «Вихрей»
Дистанционное управление для мотора «Привет»
Модельный ряд лодочных моторов «Вольво-Пента» 1977 года
Конструкции водометов фирмы «Гамильтон»
Основные направления развития малоразмерных дизелей
Насадки на карбюратор снижающие обратный выброс
Ремонт гребных валов и винтов на катере
Применение карбюратора «Йиков» на «Нептуне-23»
Новинки зарубежных подвесных лодочных моторов 1978 года
Основное условие правильного ремонта моторов «Вихрь»
Три конструкции съемников шпонки для «Нептуна»
Два самодельных подвесных лодочных электромотора
Иностранные двигатели для парусных яхт
Три варианта тахометра для лодочного подвесного мотора
Зарубежные подвесные лодочные моторы «Карнити» и «Сельва»
Дистанционное управление для мотора «Привет»
Модельный ряд лодочных моторов «Вольво-Пента» 1977 года
Конструкции водометов фирмы «Гамильтон»
Основные направления развития малоразмерных дизелей
Насадки на карбюратор снижающие обратный выброс
Ремонт гребных валов и винтов на катере
Применение карбюратора «Йиков» на «Нептуне-23»
Новинки зарубежных подвесных лодочных моторов 1978 года
Основное условие правильного ремонта моторов «Вихрь»
Три конструкции съемников шпонки для «Нептуна»
Два самодельных подвесных лодочных электромотора
Иностранные двигатели для парусных яхт
Три варианта тахометра для лодочного подвесного мотора
Зарубежные подвесные лодочные моторы «Карнити» и «Сельва»
Ссылка на эту статью в различных форматах
HTMLTextBB Code
Комментарии к этой статье
Еще нет комментариев
Barque.ru © 2013 | Контакты | Карта сайта | Мобильная версия
Судостроение: Парусные суда Моторные суда Технологии Экранопланы
Моторы: Описание моторов Устройство моторов Самодельные моторы Тюнинг моторов Обслуживание моторов Дистанционное управление
Проекты: Парусные яхты Парусные катамараны Парусные тримараны Моторные лодки Катера Туристические суда Рыболовные суда Виндсерфинги и лыжи Прицепы и трейлеры Прочие проекты
Спорт: Новости спорта Парусные соревнования Водномоторный спорт Воднолыжный спорт Виндсерфинг Буерные соревнования Соревнования туристов
Консультации: Полезные устройства Полезные советы Улучшение судов Улучшение моторов Опыт эксплуатации Техника плавания Разбор аварий Рыболовам
Кругозор: Новые суда и устройства Интересные события Интересные факты Интервью Карты и маршруты Официальные данные Проблемы малого флота Яхт-клубы и стоянки Письма в редакцию
Истории: Путешествия Туристические походы Знаменитые корабли Военная страничка Литературная страничка История флота Прочие истории
Судостроение: Парусные суда Моторные суда Технологии Экранопланы
Моторы: Описание моторов Устройство моторов Самодельные моторы Тюнинг моторов Обслуживание моторов Дистанционное управление
Проекты: Парусные яхты Парусные катамараны Парусные тримараны Моторные лодки Катера Туристические суда Рыболовные суда Виндсерфинги и лыжи Прицепы и трейлеры Прочие проекты
Спорт: Новости спорта Парусные соревнования Водномоторный спорт Воднолыжный спорт Виндсерфинг Буерные соревнования Соревнования туристов
Консультации: Полезные устройства Полезные советы Улучшение судов Улучшение моторов Опыт эксплуатации Техника плавания Разбор аварий Рыболовам
Кругозор: Новые суда и устройства Интересные события Интересные факты Интервью Карты и маршруты Официальные данные Проблемы малого флота Яхт-клубы и стоянки Письма в редакцию
Истории: Путешествия Туристические походы Знаменитые корабли Военная страничка Литературная страничка История флота Прочие истории