
Сборку двигателя мотора «Москва-30», как и любого другого, можно начинать, только тщательно вымыв, очистив детали от грязи, нагара, остатков старого герметика, а также обезжирив их. После этого можно приступить к сборке подузлов двигателя.
Крышка блока
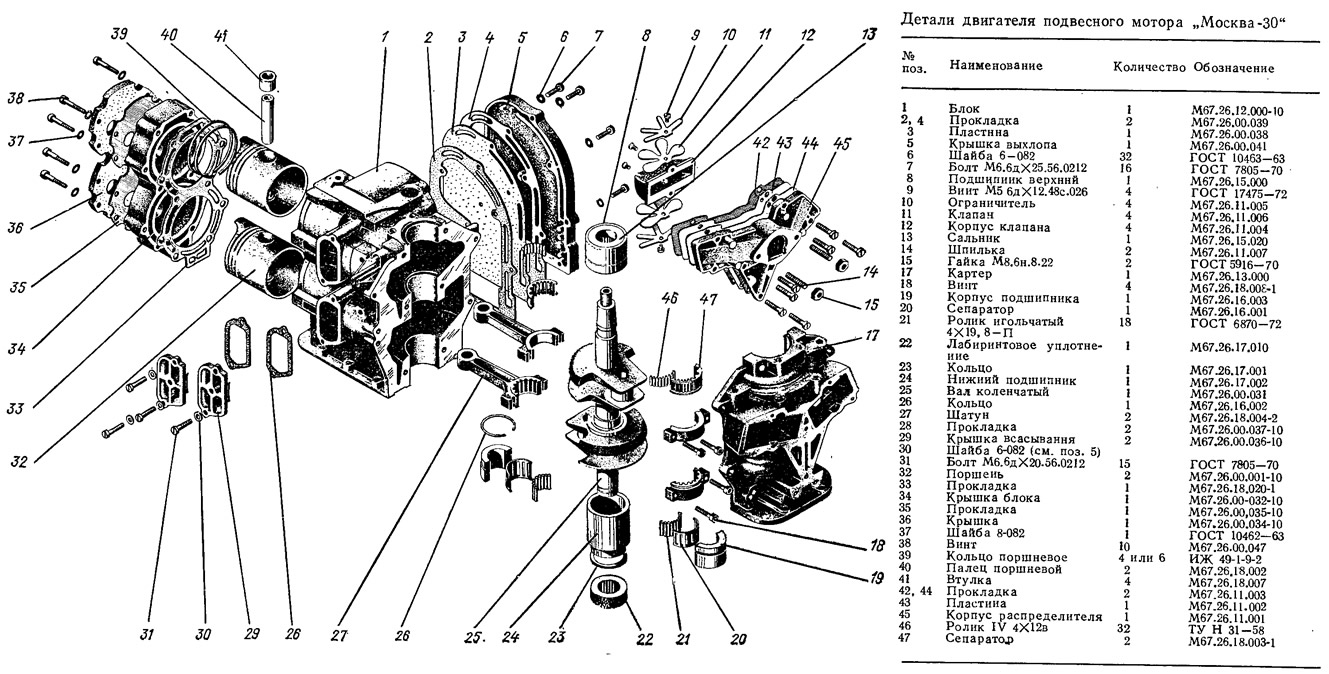
Подузел — крышка блока. Набирается пакет: крышка блока (дет. № М67.26.00.032-Ю, поз. 34), прокладка (дет. № М67.26.00.035-10, поз. 35), крышка (дет. № М67,26.00.34-10, поз. 36). Пакет скрепляется одиннадцатью болтами М6X70. Болты завинчиваются вначале равномерно до упора, а затем крестообразно, начиная с центрально расположенных, окончательно дотягиваются. Такой порядок затяжки следует применять при сборке всех узлов мотора, что исключит течи по стыкам.
Блок цилиндров
Подузел — блок цилиндров. Операция по сборке сводится здесь к установке всех крышек. Установка крышек всасывания обычно не вызывает трудностей — крышки на блок цилиндров (дет. № М67.26.00.036-10, поз. 29) крепятся к блоку через прокладки (дет. № М67.26.00.037-10, поз. 28) каждая пятью болтами. Для установки крышки выхлопа необходимо набрать пакет: крышка выхлопа (дет. № М67.26.00.041, поз. 5), одна прокладка (дет. № М67.26.00.039, поз. 4), пластина (дет. № М67.26.00.038, поз. 3), вторая прокладка. Пакет крепится к блоку болтами с затяжкой.
Клапанно-распределительное устройство
Подузел — клапанно-распределительное устройство. Перед сборкой этого подузла нужно внимательно осмотреть корпус клапанов и сами клапаны. Корпус клапанов (дет. № М67.26.11.004, поз. 12) не должен иметь заусенцев и забоин на рабочих поверхностях, к которым прилегают клапаны. Замеченные дефекты необходимо аккуратно устранить шабером или напильником с мелкой насечкой. На клапане (дет. № М67.26.11.006, поз. 11) по периметру не допускается острых кромок, надрывов и заусенцев. Плоскости клапанов не должны иметь царапин; необходимо, чтобы они были тщательно заполированы. Поверхностные дефекты— основная причина выхода из строя клапанов. Любая глубокая царапина при высокой частоте колебаний быстро приведет клапан к разрушению. После осмотра необходимо подогнать клапан на прилегание к корпусу при помощи осторожной подгибки лепестков. Клапан не должен давить на корпус — от этого значительно ухудшатся пусковые качества двигателя. Лучше допустить даже небольшое — 0,2÷0,3 мм — отставание клапана от корпуса. Подогнанный клапан устанавливается на корпус и прижимается винтом (поз. 9) через пружинную шайбу и ограничитель (дет. № М67.26.11.005, поз. 10). Максимальное расстояние концов лепестков ограничителя от плоскости корпуса — 3 мм. Чтобы исключить произвольное отвинчивание крепежных винтов клапана, следует помимо установки пружинной шайбы перед завинчиванием нанести на резьбу тонким слоем бакелитовый лак или клей БФ-2. Установленный клапан должен полностью без просветов перекрывать фасонные отверстия корпуса. Собранные с клапанами корпуса двумя винтами с потайными головками М5Х12 через две паронитовые прокладки (дет. № М67.26.11.003, поз. 42) и пластину (дет. № М67.26.11.002, поз. 43) крепятся к корпусу распределителя (дет. № М67.26.11.001, поз. 45).
Подузел картера
Идентично установке всасывающих клапанов монтируется на картере (дет. № М67.26.13.000, поз. 17) и двухлепестковый клапан дренажной системы двигателя (дет. № М67.26.00.029; на схеме не показан). Этот клапан не имеет ограничителя и крепится к картеру через шайбу винтом М3X8. До установки распределительного устройства на картер следует проверить, не зажимает ли прокладка (поз. 42) лепестков дренажного клапана, и устранить это подрезанием прокладки.
Чтобы предотвратить разрушение паронитовых прокладок при последующих разборках, их полезно перед установкой смазывать смесью технического вазелина и порошкообразного графита.
Подузел шатунно-поршневой группы
Шатунно-поршневую группу удобно собирать на специальной подставке — деревянной чурке высотой 70÷100 мм с углублением на 1/4—1/5 диаметра поршня. Для выхода поршневого пальца при его выпрессовке, по центру чурки, в нижней точке образующей радиусного углубления сверлится отверстие ∅17÷18 мм.
Сборка заключается в запрессовке поршневого пальца (дет. № М67.26.18.002, поз. 40) в поршень с установленным шатуном (дет. № М67.26.18.004-2, поз. 27) и установке компрессионных колец. Запрессовка пальца осуществляется или прессом, или ударами молотка. Перед запрессовкой необходимо установить шатун в поршень с таким расчетом, чтобы смазочное отверстие ∅2,5 мм в большой головке было направлено после монтажа поршневой группы на двигателе вверх, а запрессованный палец должен выступать из малой головки шатуна вверх и вниз на одинаковые расстояния. Втулки поршня перед запрессовкой смазываются автолом.
Шатун с пальцем должен легко без заеданий поворачиваться в подшипниках поршня. Это проверяется при горизонтальном положении поршня и шатуна — шатун при правильной запрессовке опускается вниз под действием собственного веса. Если шатун опускается с усилием, следует обильно смазать подшипники поршня автолом и вручную разработать соединение. Подшипники поршня окончательно обрабатываются в сборе — они не взаимозаменяемы. Поэтому при запрессовке нужно быть осторожным, чтобы случайно не сдвинуть их с места.
Перед установкой на поршень компрессионных колец следует убедиться в отсутствии на них трещин и заусенцев. Затем надо проверить зазор в замке колец. Для проверки кольцо устанавливается в цилиндр и выравнивается нижним торцом поршня. Зазор в замке нового кольца равен 0,15÷0,45 мм, при увеличении его до 0,8÷1,0 мм необходима замена кольца. В канавках поршня под кольца при работе может осесть нагар, который следует аккуратно удалить. Это удобнее всего сделать обломком старого компрессионного кольца. Кольцо должно легко входить в канавку и выпадать под действием собственного веса.
После проверки поршневых колец и установки их на поршни можно приступить к монтажу поршневой группы в блок цилиндров. Замки колец устанавливаются на стопорные штифты, зеркало цилиндра смазывается автолом и поршни вставляются в блок. При этом ни в коем случае нельзя пользоваться ударным инструментом. После монтажа компрессионные кольца должны иметь некоторую подвижность на поршне. Проверять подвижность нужно и в период эксплуатации при снятых крышках всасывания и выхлопа. Правильно работающие кольца имеют следы приработки, и при небольшом покачивании маховика заметна на глаз подвижность колец в осевом направлении.
Перед монтажом крышки шатуна снимаются при помощи имеющегося в комплекте мотора специального ключа и помечается их принадлежность, так как шатунные крышки не взаимозаменяемы.
При замене поршней и шатунов следует учитывать, что цилиндры блоков, поршни, шатуны и ролики шатунного подшипника мотора «Москва» разбиты на размерные и весовые группы.
Цилиндры имеют две размерные группы: 1—72,0÷72,015 мм и 2—72,015÷72,03 мм. Индекс размерной группы наносится ударным цифровым клеймом на квадратные бонки крепления крышки блока со стороны крышек всасывания. В одном блоке могут быть цилиндры разных групп, поэтому следует обращать внимание на оба клейма.
Поршни двигателя также разбиваются на две размерные группы по диаметру юбки: 1—71,86÷71,875 и 2—71,875÷71,9. Индекс размерной группы наносится ударным цифровым клеймом на нижней части дефлектора со стороны всасывания.
Поршни разбиваются на семь весовых групп. Индекс весовой группы также наносится ударным клеймом (цифровым: 1, 2, 3... или буквенным: А, Б, В, Г, Д, Е, Ж) на верхней части дефлектора. Цилиндры блока комплектуются поршнями одноименной размерной группы, а двигатель поршнями одной весовой группы.
Коленчатый вал
Подузел — коленчатый вал. Сборка коленвала сводится к установке коренных подшипников. Установка нижнего (дет. № М67.26.17.002, поз. 24) и верхнего (дет. № М67.26.15.000, поз. В) подшипников не вызывает трудности. Только при установке верхнего подшипника нужно соблюдать осторожность — не порвать и не завернуть вверх кромки сальника (дет. № Мб7.26.15.020, поз. 13).
В процессе эксплуатации иногда возникает необходимость замены сальника. Изношенный сальник легко удаляется отверткой, он, конечно, при этом разрушается. Если сальник потек по кромке, восстановить его герметичность нельзя. При установке нового сальника его посадочное гнездо нужно осторожно очистить от остатков герметика. При этом нужно принять меры от попадания остатков в подшипник, протерев его тряпкой, ватным тампоном и т. п. На цилиндрическую поверхность нового сальника наносится тонкий слой герметика (бакелитовый лак или клей БФ-2) и сальник осторожно запрессовывается в свое гнездо. Выдавленный при этом герметик должен полностью без разрывов заполнить канавку, образованную между стаканом подшипника и корпусом сальника. Это предохранит от течи в этом соединении. Заводить мотор можно только после затвердения герметика.
Более сложен монтаж среднего коренного подшипника, который состоит из разъемного корпуса (дет. № М67.26.16.003, поз. 19), разъемного сепаратора (дет. № М67.26.16.001, поз. 20), роликов (поз. 21) и пружинного кольца (дет. № М67.26.16.002, поз. 26). Корпус подшипника по внутреннему диаметру разбит на две размерные группы: 1—36,214÷36,223 и II. — 36,224÷36,237 мм, ролики также имеют две размерные группы. Корпуса первой группы комплектуются роликами ∅3,99÷3,995, корпуса второй группы — роликами ∅3,995÷4,0. Индекс размерной группы корпуса подшипника наносится электрографом на наружной цилиндрической поверхности. Сборку подшипника осуществляют в следующей последовательности: на сепаратор наносится тонкий слой солидола или технического вазелина и в его гнезда вставляются ролики, удерживаемые от выпадения смазкой, затем смазка наносится на беговую поверхность среднего подшипника коленвала и сепаратор с роликами фиксируется смазкой на ней; затем надеваются половинки корпуса и запираются пружинным кольцом. Кольцо должно быть полностью утоплено в прямоугольную канавку корпуса подшипника.
Шатунно-кривошипная группа
Подузел — шатунно-кривошипная группа. Сборка шатунно-кривошипной группы — наиболее ответственная операция сборки двигателя. В основном от нее зависит его долговечность и надежность. Сборка начинается с установки резинового уплотнительного кольца (дет. № М66.10.00.015) в канавках корпуса верхнего подшипника и нанесения тонкого слоя герметика на корпус. После этого коленвал с корпусами подшипников «сажается» на коренные опоры. Все корпуса подшипников фиксируются в опорах штифтами. Для облегчения попадания на штифты кольцевых радиусных канавок корпусов подшипников по корпусам можно слегка ударять черенком молотка. Средний подшипник должен быть зафиксирован на отверстии ∅3,5 мм. Наиболее распространенная при сборке ошибка — фиксация среднего подшипника на технологическом отверстии ∅5 мм, сделанном в корпусе для облегчения его излома, и неверная фиксация половинок подшипника по излому. После установки подшипников следует проверить легкость вращения коленвала и приступить к монтажу шатунных подшипников.
Шатуны двигателя разбиты на пять размерных и двенадцать весовых групп. Цифровой индекс весовой группы наносится электрографом на боковую плоскость большой головки шатуна. При замене шатунов следует комплектовать двигатель шатунами одной весовой группы.
Ролики 4X12 (поз. 46), комплектующие шатунный подшипник, также разбиваются на пять размерных групп. Размеры нижних головок шатунов, маркировка различных их групп и комплектовка роликами приведены в табл. 1.
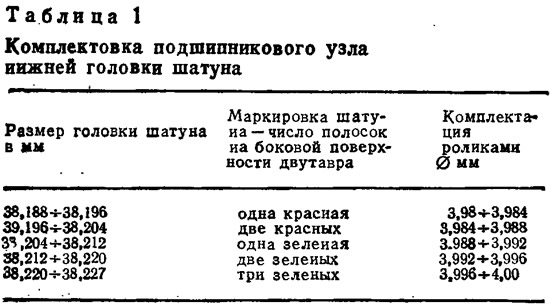
Ролики набираются в обе половинки сепаратора шатунного подшипника (дет. № М67.26.18.003-1, поз. 47), предварительно смазанные консистентной смазкой. Коленчатый вал поворачивается вверх кривошипом на том цилиндре, сборка шатуна которого производится в первую очередь. Упираясь большим пальцем в кривошип и захватив шатун указательным и средним пальцами, шатунно-поршневая группа подтягивается вверх, но не до упора с шейкой. Затем на беговую поверхность головки шатуна осторожно накладывается половинка сепаратора с роликами и шатун подтягивается вверх до упора в шейку коленвала. До этого следует еще раз убедиться в правильности установки поршня пологим скатом дефлектора к выхлопным окнам. Затем в крайние полугнезда сепаратора вкладываются оставшиеся два ролика (всего роликов 16), и на шейку вала устанавливается вторая половина сепаратора с роликами. При этом следует обратить внимание на совпадение канавки обеих половинок сепаратора, нанесенной на один из его буртиков. Убедившись в правильности установки сепаратора и роликов, можно закрыть шатун крышкой, на резьбу шатунных болтов (дет. № М67.26.18.008-1, поз. 18) нанести тонкий слой бакелитового лака или клея БФ-2 и осторожно и равномерно завернуть их ключом до отказа. При завинчивании следует обратить особое внимание на совпадение шатуна и крышки — они должны соединиться строго по излому. Контролировать соединение следует По торцам, боковым плоскостям и пуклевкам, имеющимся на шатуне и крышке. Образующийся при несовпадении шатуна и крышки уступ является основной причиной выхода из строя шатунного подшипника. Сборка шатунного подшипника заканчивается проверкой подвижности сепаратора и роликов, что осуществляется проворачиванием коленчатого вала и проталкиванием сепаратора проволокой или иголкой через смазочное окно крышки шатуна.
Затем вверх поднимается кривошип второго цилиндра и операции повторяются.
До декабря 1974 г. шатунные подшипники комплектовались роликами размером 3X18. Переход на ролики 4X19 позволил значительно увеличить надежность двигателя. Шатуны прежней конструкции взаимозаменяемы с новыми только в комплекте с сепараторами и роликами.
Последующая сборка шатунно-поршневой группы значительно облегчается и исключается возможность неправильного монтажа поршней, шатунов и роликов, если при разборке делать пометки о принадлежности верхнему или нижнему цилиндру поршней, колец, шатунов и пр. Для этого на верхних частях дефлекторов поршней и на двутавре шатуна нужно сделать острым предметом соответствующие пометки, поршневые кольца и иголки с сепараторами вкладывать в конверты с соответствующей надписью.
Установка картера
Это также очень ответственная операция сборки. Начинается она с нанесения кисточкой тонкого слоя бакелитового лака или клея БФ-2 на стыковочный фланец блока цилиндров и корпус верхнего подшипника. После чего по разъему прокладывается тонкая шелковая или капроновая нитка. Нитка должна пройти по канавке верхнего подшипника (в которой установлено уплотнительное кольцо) и далее по фланцу с таким расчетом, чтобы отделить крепежные отверстия от внутренних полостей блока и картера. Операция прокладки нитки облегчается, если пользоваться отверткой, а чтобы нитка не. прилипала к лезвию отвертки, нужно периодически смачивать лезвие водой. Затем блок накрывается картером. От осевого смещения картер фиксируется пустотелым штифтом,, который устанавливается в крайнее верхнее отверстие со стороны выхлопа. В поперечном направлении картер фиксируется корпусами подшипников. Картер крепится к блоку девятью винтами M8 с внутренними шестигранниками и контрольным болтом М6 с гайкой. Винты равномерно крест-накрест затягиваются, начиная с центрально расположенных. После затяжки вновь проверяется легкость проворачивания коленвале.
Для сборки торцевого уплотнения нижнего подшипника двигатель нужно установить нижним концом коленвала вверх. На коленвал надеваются: текстолитовая манжета (шайба) (дет. № М67.26.00.028) плоским торцом к лабиринтовому уплотнению, резиновое кольцо (дет. № М67.26.00.046), тарельчатая шайба (дет. № М67.26.00.027) с вытяжкой по внутреннему диаметру (кольцо должно контактировать с радиусом шайбы), пружина (дет. № М67.26.00.026), вторая тарельчатая шайба (дет. № М67.26.00.025) вытяжкой внутрь двигателя. Сборка отжимается вниз и замыкается кольцом 1Б26 ГОСТ 13940—68, вставляющимся в канавку нижней цапфы коленвала. Таким образом получается надежное торцевое уплотнение. Пружина давит на тарельчатую шайбу, которая радиусом вытяжки деформирует и заклинивает резиновое кольцо в канавке текстолитовой шайбы, опирающейся на стальное кольцо лабиринтового уплотнения. Торцевое уплотнение выходит из строя лишь при потере упругости резиновым кольцом от естественного старения или мороза.
Последние операции сборки двигателя — установка всасывающе-распределительного устройства и крышки блока. Операции эти просты. Распределитель устанавливается на свое место и приворачивается к картеру семью болтами.
Крышка ставится на блок через асбостальную прокладку (дет. № М67.26.00.020-1, поз. 33) и крепится к блоку десятью винтами М8 с внутренним шестигранником. Винты затягиваются равномерно, крест-накрест, начиная с двух центральных.