В соответствии с инструкцией по эксплуатации всех моделей моторов «Вихрь» замену коленчатых валов и их коренных подшипников рекомендуется производить в специализированных (гарантийных) мастерских. Для моторов, находящихся в периоде гарантийной эксплуатации, это условие строго обязательно, и его нарушение ведет к снятию гарантии с мотора. Такая рекомендация не случайна и обусловлена наличием в мастерских опытного технического персонала, необходимых специальных приспособлений и инструментов, что крайне важно для выполнения этой ответственной операции.
Однако при достаточном опыте, изготовив несколько простых приспособлений, можно успешно и грамотно заменить изношенные коленчатый вал и подшипники и в домашних условиях.
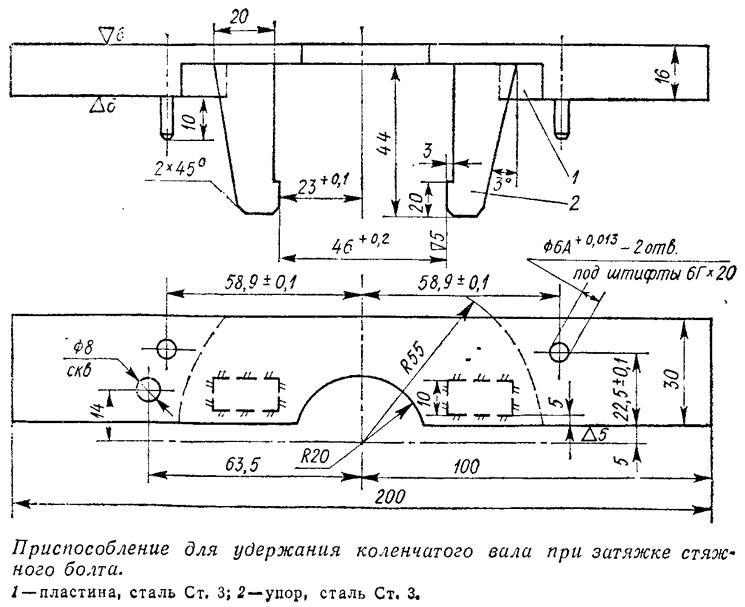
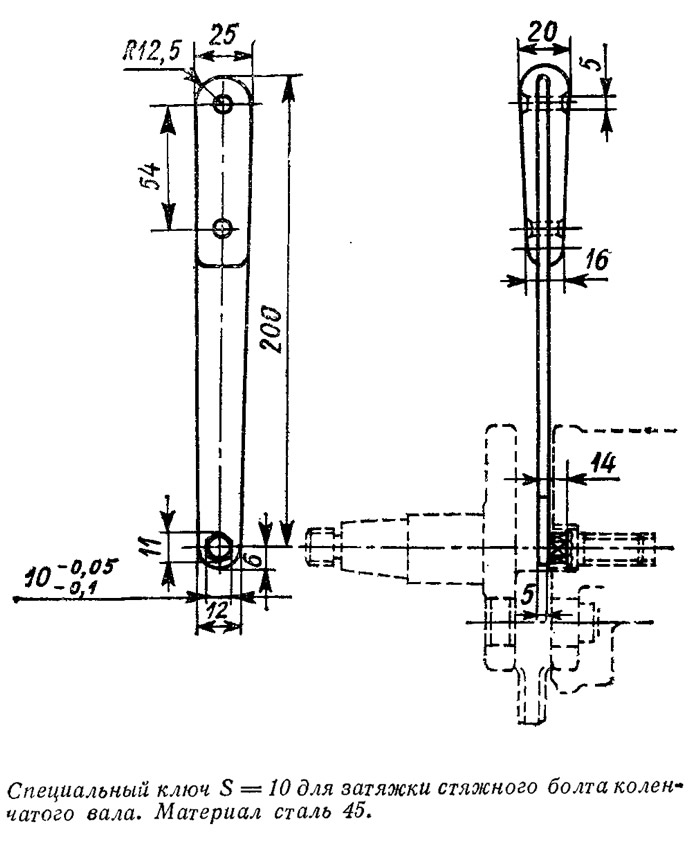
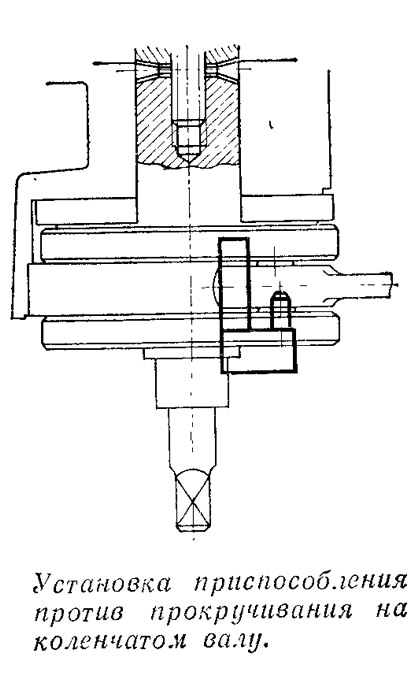
Чтобы приступить к этой работе, нужно, руководствуясь инструкцией, разобрать двигатель и снять верхнюю и нижнюю крышки картера. Дальнейшую разборку и разъединение половин коленвала нужно выполнять, только используя приспособление для удержания коленвала от проворачивания и специальный ключ для отвинчивания стяжного болта. Удержание коленвала за нижний квадрат в тисках недопустимо, так как возможен проворот шатунного пальца в щечках коленвала и порча вполне еще работоспособной детали.
Перед отворачиванием стяжного болта удаляется длинный шплинт, контрящий болт в щечке полуоси коленвала верхнего цилиндра, болт выворачивается специальным ключом и обе половинки вала с золотниками снимаются со средней опоры. Затем средняя опора ставится лабиринтовым уплотнением вниз и ударами по кольцу 2.102—002 выколоткой из мягкого металла (меди, алюминия), вставленной в специальные прорези картера, удаляется уплотнение и наружное кольцо со средним игольчатым подшипником. Подшипники верхней и нижней коренных опор также вынимаются при помощи выколоток, причем предварительно из нижней крышки картера удаляются уплотнительные манжеты.
Промыв подшипники в бензине, следует убедиться в возможности их дальнейшего использования: отсутствии выкрашивания на беговых дорожках, шариках и иголках, целости сепараторов, свободном вращении без треска и заеданий, отсутствии радиального и осевого люфтов. После четырех-пятилетней эксплуатации, как правило, подшипники верхней и нижней коренных опор нуждаются в замене. Допустимый радиальный зазор у подшипников № 205, 305 и 60205 может быть от 0,010 до 0,024.
Какой же коленвал можно признать годным к дальнейшему использованию?
В бронзовой втулке малой головки шатуна не должно быть надиров, следов трения по торцам и проворота втулки в шатуне. Шатуны должны свободно вращаться на пальцах кривошипов без каких-либо заеданий и торможения. Через боковые прорези в большой головке нужно тщательно проверить состояние роликов (отсутствие повреждений рабочих поверхностей).
Коренные шейки коленчатого вала не должны иметь выработки на рабочих диаметрах. Размеры эти должны быть в пределах: диаметр верхней шейки — 25-0,008-0,022 мм, средней — 35 ±0,008 мм, нижней — 25-0,008-0,022мм. Допустимый радиальный зазор в подшипнике средней опоры — 0,017÷0,053.
Осмотрев все детали и заменив изношенные, приступаем к сборке двигателя. Само собой разумеется, что при сборке нужно тщательно следить за чистотой деталей и рабочего места.
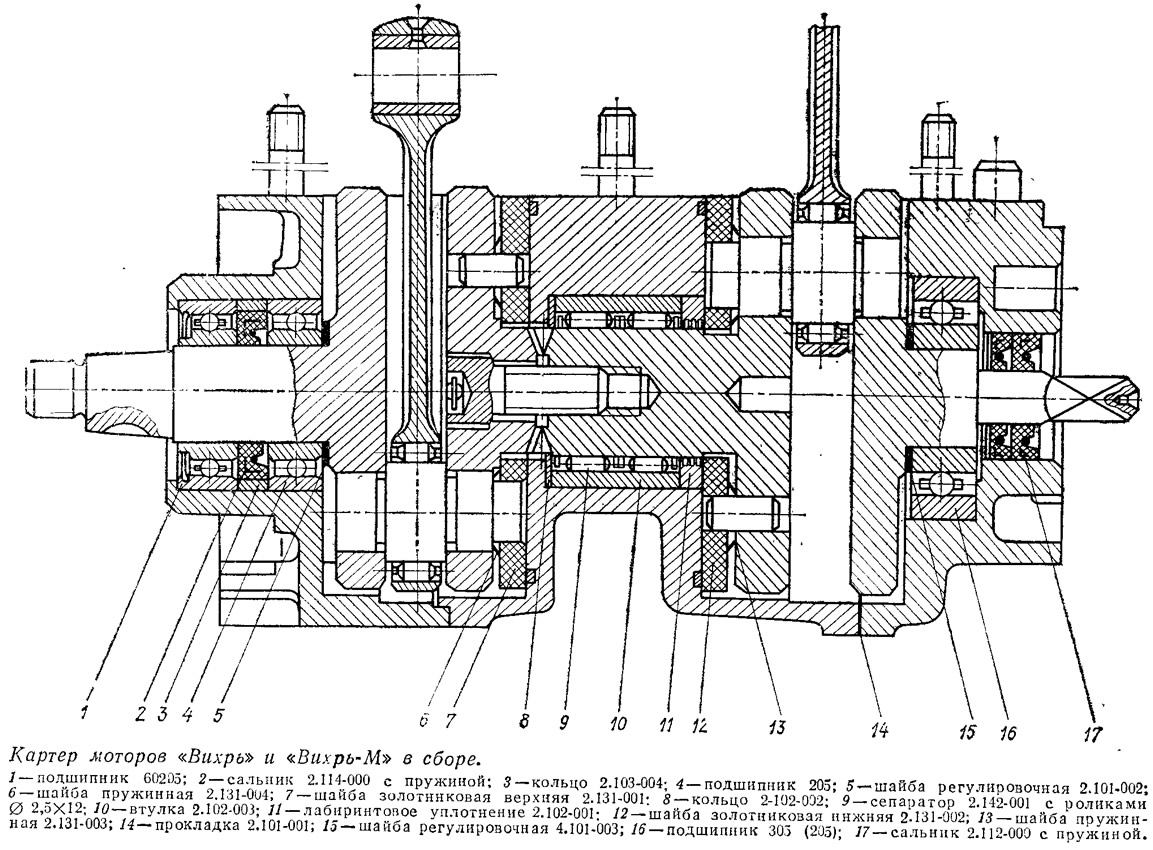
Сборка картера начинается с запрессовки в него подшипников: вначале они прессуются в крышки и среднюю опору, а потом крышки надеваются на среднюю часть картера, собранную с коленчатым валом, и соединяются с ней. В верхнюю крышку одновременно запрессовываются два шариковых подшипника — 60205 и 205 с установленным между ними сальником 2.214-000 в распорном кольце (втулке) 2.103-004. Делается это так: подшипник 60205 кладется защитной шайбой вниз и его полость заполняется смазкой ЦИАТИМ-201, которая обеспечит необходимую смазку подшипника в течение всего ресурса двигателя.
Затем на него сверху устанавливается распорное кольцо 2.103-004 со вставленным сальником 2.214-000 пружинкой кверху и подшипник 205. Нагретая в течение 5 мин до 60—80° верхняя крышка ставится полостью кривошипной камеры вверх и посадочное место под подшипник смазывается автолом. В пакет подшипников вставляется внутренняя оправка, имеющая упор в наружное кольцо подшипника, и весь узел прессуется в гнездо до упора в буртик. Подшипник нижней коренной опоры (205 у мотора «Вихрь» и 305 у мотора «Вихрь-М») запрессовывается также в предварительно нагретый картер упором в наружное кольцо подшипника. Сальники 2.112-000 нижней кривошипной камеры заполняются смазкой ЦИАТИМ-201 и вставляются в гнезда так, чтобы обе пружины были направлены наружу.
На следующем этапе приступаем к монтажу узла подшипника средней опоры. Вначале в гнездо до упора в буртик ставится кольцо 2.102-002. Затем прессуется втулка 2.102-003, предварительно смазанная автолом, до упора в кольцо 2.102-002 (картер перед запрессовкой также нагревается). После этого в оба сепаратора 2.142-001 вставляются ролики 2,5 X 12 и вместе с ними устанавливаются во втулке. Остается запрессовать лабиринтовое уплотнение 2.102-001 до упора во втулку и все подшипниковые узлы коренных опор смонтированы.
Теперь можно приступать к установке коленвала. На выступающий из щеки нижней полуоси коленвала палец шатуна надевается пружинная шайба 2.131-004, а на штифт — пружинная шайба 2.131-003 (выпуклой стороной в сторону щеки) и нижняя золотниковая шайба (скосом в сторону щеки). Полуось осторожно вводится в подшипник средней опоры со стороны лабиринтового уплотнения. Аналогично устанавливается золотниковая шайба 2.131-001 на верхнюю полуось коленвала. Скос шайбы также должен быть направлен к щеке верхней полуоси.
Затем верхняя полуось вставляется в среднюю часть картера со стороны верхнего фланца. При этом необходимо расположить полуоси так, чтобы риски, нанесенные на наружном диаметре щек, были расположены по одной прямой вдоль оси коленчатого вала. После этого полуоси стягиваются болтом, находящимся на коленчатом валу. Удерживать коленчатый вал от проворота можно только специальным приспособлением и при этом следить, чтобы не выпали пружинные шайбы золотников.
Стяжной болт затягивается специальным ключом до совпадения отверстий под шплинт, проходящих через щеку коленчатого вала и головку стяжного болта. Перетягивать сверх совпадения отверстий и затем ослаблять стяжной болт нельзя.
После совпадения отверстий необходимо вставить шплинт ∅3,2X50, произвести его легкую усадку, без деформации головки, и развести концы вдоль щеки в противоположные стороны, обрезав их, если они чрезмерно длинны. Чтобы определить толщину регулировочных шайб, необходимых для обеспечения осевого перемещения коленчатого вала, производится предварительная сборка всего картера.
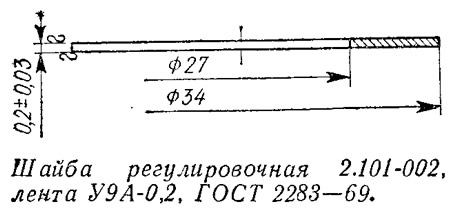
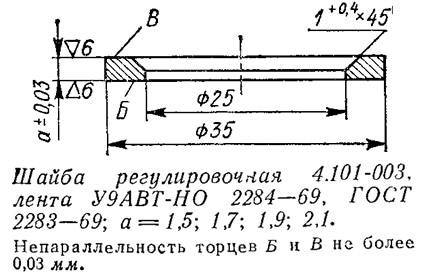
Для этого его верхняя крышка с прокладкой 2.101-001 напрессовывается на коленчатый вал и стягивается со средним картером при помощи трех симметрично расположенных болтов. Затем между буртиком нижней цапфы коленвала и подшипником фаской в сторону коленвала устанавливается одна из шайб: 4.101-003 (у моторов «Вихрь-М») или 2.101-002 (у моторов «Вихрь»), Нижняя крышка также напрессовывается па коленчатый вал и крепится через прокладку 2.101-001 к средней части картера при помощи трех симметрично расположенных болтов. Картер устанавливается плоскостью крепления цилиндров вверх и шатунная шейка нижнего шатуна также выводится вверх (в положение ВМТ). Коленчатый вал перемещается (отжимается) сначала, например, к нижнему коренному подшипнику, затем к верхнему и индикатором замеряется величина перемещения.
По результатам полученных замеров подбирается толщина регулировочной шайбы 4.101-003 под нижнюю крышку (шайба ставится обязательно) и 2.101-002 под верхнюю крышку (при необходимости). Допустимое осевое перемещение коленчатого вала должно быть в пределах 0,05÷0,3 мм.
После этого верхняя и нижняя крышки картера снимаются, на коленчатый вал ставятся подобранные шайбы, прокладки 2.101-001 смазываются герметиком и устанавливаются на фланцы картера. Проверяется совпадение отверстий в них и во фланцах, верхняя и нижняя крышки картера окончательно напрессовываются и затягиваются все болты крепления. Рекомендуется повторно проверить осевое перемещение.
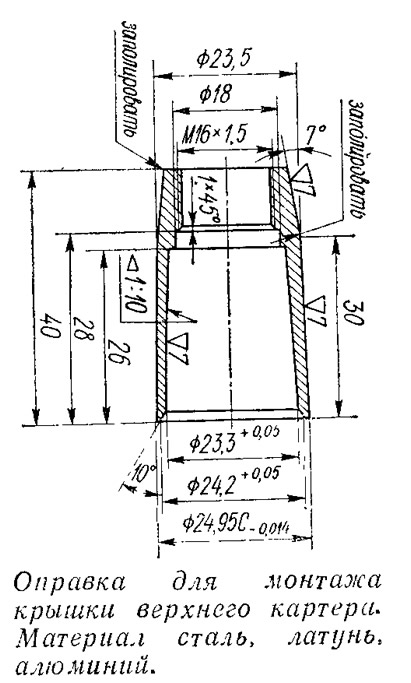
Напрессовку верхней крышки картера на коленчатый вал, как при предварительной, так и при окончательной сборке, необходимо производить с навернутой на резьбу хвостовика коленчатого вала специальной конусной оправкой, которая предотвращает спадание пружины с сальника 2.214-000 при монтаже. Оправка изготавливается так, чтобы в месте перехода конуса в шейку коленвала отсутствовал уступ. Дальнейшая сборка двигателя выполняется по инструкции.
Следует предупредить любителей, производящих ремонт самостоятельно, что раскомплектовывать полуоси коленчатого вала, а также детали картера (верхнюю, среднюю и нижнюю части) нельзя, так как на заводе посадочные поверхности под подшипниковые узлы в них обрабатываются совместно (в сборе) и при замене одной какой-нибудь части нарушается соосность.

- Главная
- Моторы
- Обслуживание моторов
- 1974 год
- Замена коленвала на моторе «Вихрь»
Подкатегории раздела
Описание моторов
Устройство моторов
Самодельные моторы
Тюнинг моторов
Обслуживание моторов
Дистанционное управление
Поделитесь информацией
Похожие статьи
Замена сальника коленвала на моторе «Вихрь»
Замена коленвала и ремонт картера ПМ «Вихрь»
Регулировка карбюратора на моторе «Вихрь»
Настроенный газовыхлоп на моторе «Вихрь-М»
Датчик спидометра на подвесном моторе «Вихрь»
Вихревой насос охлаждения на моторе «Вихрь»
Фиксация реверса на моторе «Вихрь»
Подключение ДУ реверсом на моторе «Вихрь»
Электростартер от «Запорожца» на моторе «Вихрь»
Фиксатор заднего хода на моторе «Вихрь»
Как закрепить на моторе «Вихрь» румпель
Телескопическое уплотнение тяги реверса на моторе «Вихрь»
Вариант дренажа редуктора на моторе «Вихрь-25»
Можно ли сделать турбонаддув на подвесном моторе «Вихрь»?
Замена коленвала и ремонт картера ПМ «Вихрь»
Регулировка карбюратора на моторе «Вихрь»
Настроенный газовыхлоп на моторе «Вихрь-М»
Датчик спидометра на подвесном моторе «Вихрь»
Вихревой насос охлаждения на моторе «Вихрь»
Фиксация реверса на моторе «Вихрь»
Подключение ДУ реверсом на моторе «Вихрь»
Электростартер от «Запорожца» на моторе «Вихрь»
Фиксатор заднего хода на моторе «Вихрь»
Как закрепить на моторе «Вихрь» румпель
Телескопическое уплотнение тяги реверса на моторе «Вихрь»
Вариант дренажа редуктора на моторе «Вихрь-25»
Можно ли сделать турбонаддув на подвесном моторе «Вихрь»?
Замена коленвала на моторе «Вихрь»
Год: 1974. Номер журнала «Катера и Яхты»: 50 (Все статьи)

ПРЕДЫДУЩИЕ СТАТЬИ
Ульяновские гоночные моторы «Ветерок»
Новая система зажигания лодочного мотора «Вихрь-М»
Реальность и перспективы подвесного водомета
Обзор зарубежных подвесных лодочных моторов 1973 года
Стационарный двигатель из подвесника на яхте
Ульяновские гоночные «Ветерки» «ГЛМ-3» и «ГЛМ-4»
Бесконтактная конденсаторная система зажигания для «Вихря»
Сверхмощный подвесной роторный мотор «Эвинруд»
Разборка и сборка мотора «Ветерок»
Исследование гидродинамики мотора «Вихрь»
Моторы «Кресчент» на выставке «Судотехника-73»
Дизельные подвесные моторы иностранного производства
Установка дистанционного управления на моторы «Нептун»
Как устроена система продувки двигателя
Репортаж от создателей лодочного мотора «Вихрь»
Новая система зажигания лодочного мотора «Вихрь-М»
Реальность и перспективы подвесного водомета
Обзор зарубежных подвесных лодочных моторов 1973 года
Стационарный двигатель из подвесника на яхте
Ульяновские гоночные «Ветерки» «ГЛМ-3» и «ГЛМ-4»
Бесконтактная конденсаторная система зажигания для «Вихря»
Сверхмощный подвесной роторный мотор «Эвинруд»
Разборка и сборка мотора «Ветерок»
Исследование гидродинамики мотора «Вихрь»
Моторы «Кресчент» на выставке «Судотехника-73»
Дизельные подвесные моторы иностранного производства
Установка дистанционного управления на моторы «Нептун»
Как устроена система продувки двигателя
Репортаж от создателей лодочного мотора «Вихрь»
ТЕКУЩАЯ СТАТЬЯ
Замена коленвала на моторе «Вихрь»
СЛЕДУЮЩИЕ СТАТЬИ
Свеча зажигания вашего мотора
Репортаж от создателей лодочного мотора «Москва»
Испытания уровня шума подвесных моторов
Современные поворотно-откидные колонки
Испытания гидродинамики серийного мотора «Нептун-23»
Водометный мотор-весло «Мещера»
Регулировка редуктора моторов «Вихрь»
Репортаж от создателей лодочного мотора «Нептун»
Устройство подвесного мотора «Нептун-23»
Вихревой карбюратор для лодочного мотора «Вихрь-М»
Подвесной электромотор для маленькой лодки
Новый сорокасильный подвесной мотор фирмы «Терхи»
Электронный впрыск топлива для мотора глиссера
Дистанционное управление подвесным мотором «Привет-22»
Электростартер от «Запорожца» на моторе «Вихрь»
Репортаж от создателей лодочного мотора «Москва»
Испытания уровня шума подвесных моторов
Современные поворотно-откидные колонки
Испытания гидродинамики серийного мотора «Нептун-23»
Водометный мотор-весло «Мещера»
Регулировка редуктора моторов «Вихрь»
Репортаж от создателей лодочного мотора «Нептун»
Устройство подвесного мотора «Нептун-23»
Вихревой карбюратор для лодочного мотора «Вихрь-М»
Подвесной электромотор для маленькой лодки
Новый сорокасильный подвесной мотор фирмы «Терхи»
Электронный впрыск топлива для мотора глиссера
Дистанционное управление подвесным мотором «Привет-22»
Электростартер от «Запорожца» на моторе «Вихрь»
Ссылка на эту статью в различных форматах
HTMLTextBB Code
Комментарии к этой статье
Еще нет комментариев
Barque.ru © 2013 | Контакты | Карта сайта | Мобильная версия
Судостроение: Парусные суда Моторные суда Технологии Экранопланы
Моторы: Описание моторов Устройство моторов Самодельные моторы Тюнинг моторов Обслуживание моторов Дистанционное управление
Проекты: Парусные яхты Парусные катамараны Парусные тримараны Моторные лодки Катера Туристические суда Рыболовные суда Виндсерфинги и лыжи Прицепы и трейлеры Прочие проекты
Спорт: Новости спорта Парусные соревнования Водномоторный спорт Воднолыжный спорт Виндсерфинг Буерные соревнования Соревнования туристов
Консультации: Полезные устройства Полезные советы Улучшение судов Улучшение моторов Опыт эксплуатации Техника плавания Разбор аварий Рыболовам
Кругозор: Новые суда и устройства Интересные события Интересные факты Интервью Карты и маршруты Официальные данные Проблемы малого флота Яхт-клубы и стоянки Письма в редакцию
Истории: Путешествия Туристические походы Знаменитые корабли Военная страничка Литературная страничка История флота Прочие истории
Судостроение: Парусные суда Моторные суда Технологии Экранопланы
Моторы: Описание моторов Устройство моторов Самодельные моторы Тюнинг моторов Обслуживание моторов Дистанционное управление
Проекты: Парусные яхты Парусные катамараны Парусные тримараны Моторные лодки Катера Туристические суда Рыболовные суда Виндсерфинги и лыжи Прицепы и трейлеры Прочие проекты
Спорт: Новости спорта Парусные соревнования Водномоторный спорт Воднолыжный спорт Виндсерфинг Буерные соревнования Соревнования туристов
Консультации: Полезные устройства Полезные советы Улучшение судов Улучшение моторов Опыт эксплуатации Техника плавания Разбор аварий Рыболовам
Кругозор: Новые суда и устройства Интересные события Интересные факты Интервью Карты и маршруты Официальные данные Проблемы малого флота Яхт-клубы и стоянки Письма в редакцию
Истории: Путешествия Туристические походы Знаменитые корабли Военная страничка Литературная страничка История флота Прочие истории