
При значительном износе основных деталей двигателя нарушаются нормальные рабочие процессы в камере сгорания и картере, ухудшается газораспределение.
Чтобы при этом сохранить мощность двигателя на номинальном уровне и избавиться от мучений при запуске, необходима замена цилиндров и поршней.
Когда же можно считать, что эти детали подвесного мотора (независимо от его марки) изношены и их пора заменять?

Конечно, расточив цилиндр на ремонтный размер и поставив только новые поршень и кольца соответствующих ремонтных размеров, можно было бы восстановить двигатель без замены таких дорогостоящих (да и дефицитных) деталей, как блок цилиндров или цилиндр. Но в настоящее время ни один из наших заводов — изготовителей подвесных моторов не выпускает ремонтных поршней и колец.
Если замеренный щупом зазор между юбкой поршня (при его положении в НМТ) и зеркалом цилиндра превышает 0,25 мм, пора заменять поршень.

Правильную комплектовку новых деталей рассмотрим на примере подвесного мотора «Нептун».
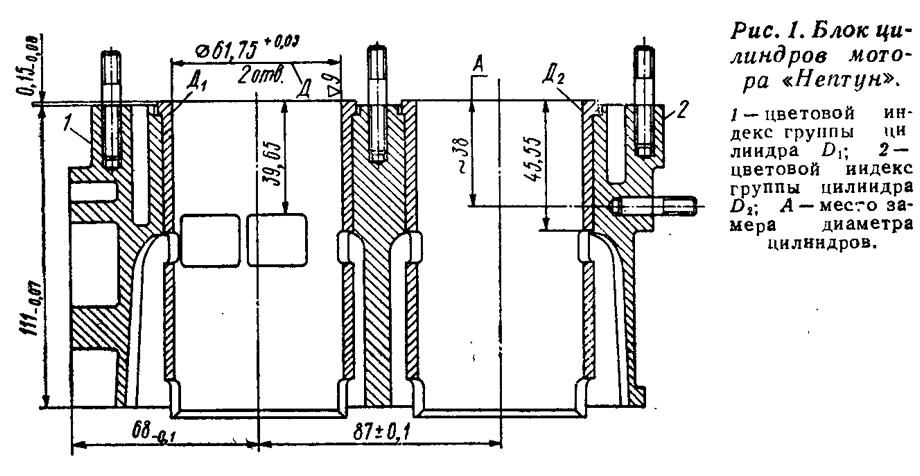
Гильзы блока цилиндров этого мотора разбиты на три группы по диаметру с разницей размеров 0,02 мм (табл. 1) и имеют соответствующую цветовую маркировку. Цилиндры одного блока могут относиться к разным группам. Места замеров диаметра и нанесения маркировки — индекса группы показаны на рис. 1.

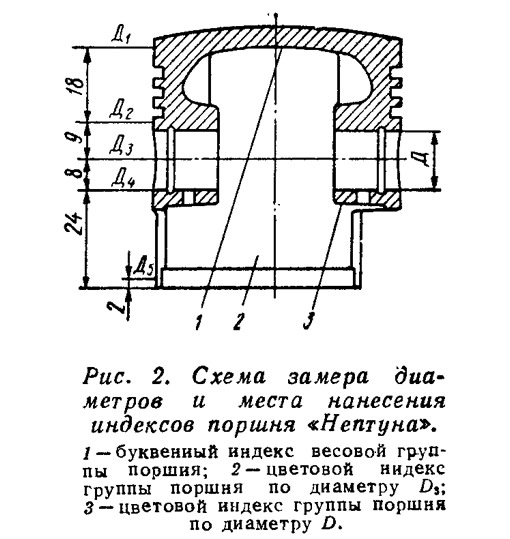
Наружная поверхность поршня имеет сложную образующую н обрабатывается по копиру с контролем диаметров D1, D2, D3, D4, и D5 на различной высоте от края юбки (рис. 2). Поршни разбиваются на три группы в зависимости от диаметра Ds с максимальной разницей этого размера между группами 0,02 мм (табл. 3). Диаметр D3 замеряется в плоскости, перпендикулярной оси поршневого пальца. По диаметру отверстия в бобышках под палец поршни разбиты на две группы с максимальной разницей размеров 0,009 мм (табл. 4). Места нанесения цветовых индексов групп показаны на рис. 2.

Для правильного подбора деталей необходимо, чтобы цвет индекса диаметра поршня D3 совпадал с цветом индекса диаметра гильзы цилиндра; при этом поршни обоих цилиндров должны относиться к одной весовой группе, т. е. иметь одинаковые буквенные индексы веса. Такая комплектовка поршней и цилиндров по индексам табл. 1 и 3 обеспечивает нормальный зазор между цилиндром и юбкой поршня, равный 0,10—0,13 мм.
При подборе поршневого пальца к поршню также необходимо совпадение их цветовых индексов. Такая комплектовка обеспечивает зазор до 0,004 мм или натяг до 0,005 мм.
Зазор в замке кольца, вставленного в цилиндр без перекоса, должен быть не менее 0,2 мм. При меньшей величине зазора его необходимо увеличить, подпилив надфилем торцы кольца.