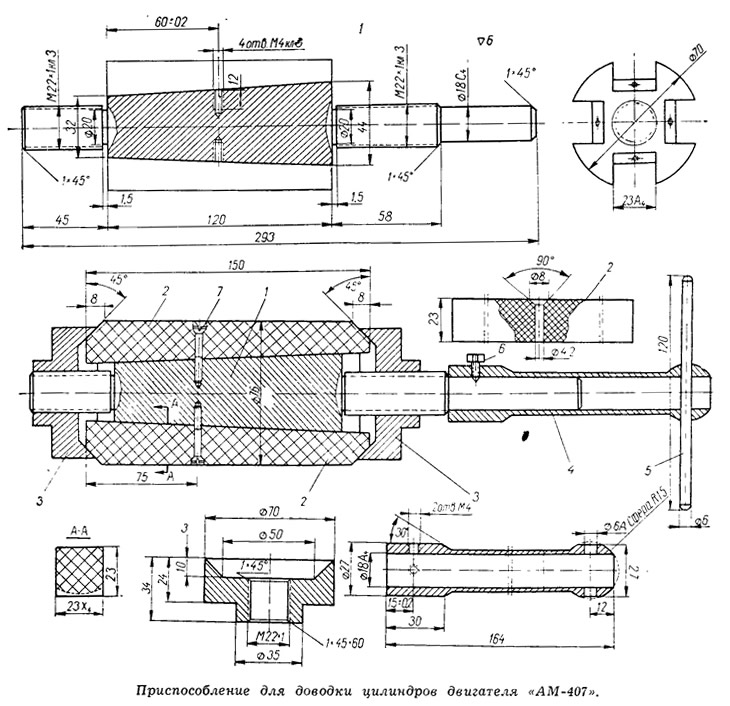
Мною изготовлен и успешно применяется несложный притир с текстолитовыми вкладышами, который обеспечивает и строгую параллельность образующих цилиндра и высокую чистоту.
Состоит приспособление из конусной оправки 1 с пазами, в которые вставляются текстолитовые вкладыши 2. Последние закрепляются к оправке двумя конусными гайками 3. Длина вкладышей должна быть равна 1,5 длины цилиндра.
Проворачивание инструмента осуществляется при помощи стального воротка 4 с рукояткой 5. Вороток стопорится на оправке двумя винтами 6.
Оправка и гайки вытачивают из дуралюмина Д1Т по ГОСТ 4783—49.
Вкладыши изготовляются из заготовок сечением 23X23X4. Закрепив их на время обработки винтами 7 (М4) к оправке, протачивают на станке сначала наружный диаметр, равный диаметру цилиндра (например, 76 мм для двигателя «АМ-407»), а затем конуса по концам под гайки 3.
Применение текстолитовых вкладышей при притирке обеспечивает зеркальную поверхность цилиндров.
Данное приспособление можно с таким же успехом применить для доводки цилиндров любых двигателей.