
Такие повреждения винта, как зазубрины и загибы на кромках лопастей, следы эрозии и коррозии или даже резкие отгибы целой лопасти обнаружить, а в большинстве случаев и исправить бывает не трудно. Гораздо хуже, когда искажение винта плавное, незаметное на глаз. Плавные искажения обычно появляются после ударов работающего винта о мягкий грунт, при наматывании на винт пенькового троса или при неосторожном вытаскивании судна на берег и очень часто остаются незамеченными. В то же время искажение первоначального шага хотя бы одной лопасти может привести не только к снижению скорости хода, но и к появлению вибрации и постепенному расшатыванию конструкции судна. Обнаружить такие искажения можно, лишь сравнивая форму лопастей с первоначальными обводами винта.
Чтобы быстро и просто проверить обводы гребного винта, надо заранее, когда винт еще заведомо исправен, изготовите из нескольких металлических шаблонов «проверочный стапель». Впоследствии, укладывая на такой стапель поочередно все лопасти, можно либо убедиться в исправности винта, либо выявить характер и размеры искажений с тем, чтобы затем устранить их. Такой стапель окажется необходимым и в том случае, если потребуется изготовить новый винт. При доводке винта путем изменения его шага стапель с соответственно измененными шаблонами также будет очень полезен.
Основанием, на котором будут установлены и закреплены шаблоны, может служить ровная, без искривлений, сухая деревянная (из твердой породы дерева) доска толщиной 20—25 мм или соответствующей толщины кусок фанеры. Длина основания должна быть несколько больше радиуса винта, а ширина на 30—40 мм больше максимальной ширины лопасти (рис. 1). На стапеле должна быть укреплена ось для установки винта.

Шаблоны, называемые шаговыми угольниками, изготовляют из рихтованного металлического листа толщиной 1—1,5 мм. Так как каждый из них (обычно бывает достаточно 4—6 шаговых угольников) впоследствии должен быть изогнут и установлен на стапеле по определенной окружности винта, то на доске-основании надо прочертить циркулем дуги различных радиусов (например, 0,2; 0,4; 0,6; 0,8; 0,9 наибольшего радиуса винта). Для каждой из этих дуг должен быть изготовлен свой шаговый угольник.

Чтобы вычертить шаговый угольник, надо на плотной чертежной бумаге провести горизонтальную прямую длиной, равной данному радиусу дуги R, умноженному на 6,28, и на одном ее конце восставить перпендикуляр высотой, равной геометрическому шагу винта Н. Верхнюю точку этого перпендикуляра соединяют с другим концом горизонтали гипотенузой (рис. 2). Это и есть шаговый угольник. Однако для стапеля достаточно изготовить из металла не весь вычерченный треугольник, а лишь небольшую его часть — трапецию. Вырезанный из металла шаговый угольник надо будет изогнуть (выколотить) по дуге соответствующего радиуса. Болванку для выколотки угольника вытесывают и опиливают из бруска дерева; для этого на торцы бруска наклеивают листки бумаги с вычерченной на них дугой соответствующего радиуса (рис. 3).
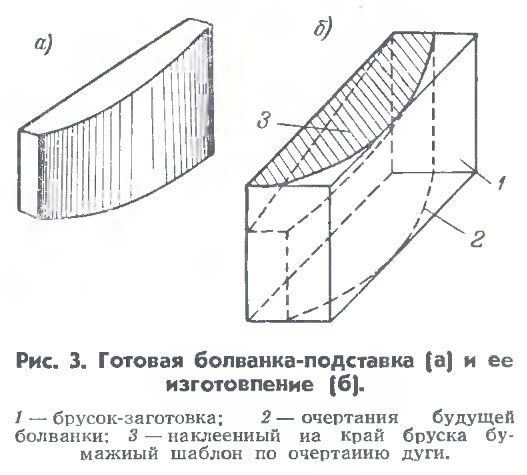
Эта же болванка будет служить и подставкой для установки и крепления угольника на основании стапеля (рис. 4). Высота и ширина подставки должны быть немного меньше, чем у шагового угольника, а толщина — в зависимости от расстояния между дугами на доске.
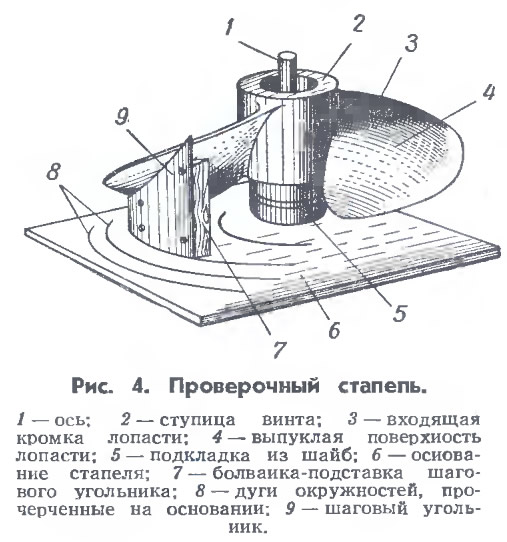
Точные размеры металлических шаговых угольников зависят от очертаний лопасти и длины ступицы винта. Чтобы определить эти размеры, надо установить винт на доске-основании. Для этого в точке, из которой на доске были прочерчены дуги, надо строго перпендикулярно доске укрепить металлическую ось диаметром 8—10 мм с насаженной на нее втулкой, диаметр которой должен быть равен диаметру отверстия в ступице винта. На эту втулку надо надеть гребной винт таким образом, чтобы выходящие кромки лопастей были обращены к основанию стапеля, а выпуклая сторона лопастей была обращена вверх. Для удобства прикладывания лопасти к шаговым угольникам под ступицу следует положить втулку (или несколько шайб) такой высоты, чтобы наиболее низкая точка выходящей кромки возвышалась над основанием на 10—15 мм.
Вырежем теперь из бумажного шагового угольника трапецию, у которой меньшее основание на 2—3 мм меньше высоты выходящей кромки лопасти, а большее — на 2—3 мм больше, чем высота входящей кромки над доской, если измерять эти высоты по дуге данного радиуса (рис. 5). Эту трапецию надо наколоть кнопками на болванку (подставку) так, чтобы ее нижняя кромка точно совпадала с кромкой тщательно выравненной «под угольник» горизонтальной плоскостью болванки. Поставив болванку с трапецией на соответствующую дугу основания, будем поворачивать надетый на ось гребной винт до тех пор, пока наклонная сторона трапеции не будет соприкасаться с поверхностью лопасти без просветов. Когда это произойдет, на наклонной стороне трапеции надо карандашом точно отметить точки прилегания к ней входящей и выходящей кромок лопасти. Сняв после этого с болванки бумажную трапецию, восставим к ее горизонтальной стороне два перпендикуляра, проходящих через карандашные отметки, и обрежем трапецию по этим перпендикулярам.

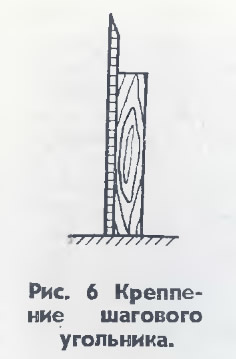
Теперь мы определили точные размеры шагового угольника. Чтобы изготовить его из металла, остается перенести очертания полученной трапеции на лист стали и вырезать ее с возможно большей точностью. Прежде чем металлический шаговый угольник будет изогнут по дуге, в нем надо просверлить четыре отверстия для шурупов, закрепляющих его на болванке, а с внутренней стороны наклонной кромки — снять фаску (рис. 6).
Поступая для каждого заданного радиуса винта так, как это было описано, получим серию шаговых угольников, которые при помощи своих болванок должны быть закреплены на стапеле съемными шпиньками или шпильками, На этом изготовление проверочного стапеля заканчивается.
Лопасти винта надо пронумеровать, и при проверке винта добиваться плотного, без просветов, прилегания всех лопастей к каждому шаговому угольнику.
Если мы не можем добиться плотного прилегания бумажного шагового угольника к поверхности лопасти, это значит, что где-то была допущена ошибка (либо шаг винта был задан неверно, либо мы ошиблись при построении шагового угольника или при вычерчивании дуг на основании, либо, наконец, ось установлена не точно). Чтобы ускорить нахождение ошибки, бывает полезно сдвинуть болванку с угольником в сторону большего или меньшего радиуса. Если же проверка не обнаружит ошибки, необходимо самостоятельно измерить шаг винта на каждой лопасти. Для этого надо:
1) в отверстие ступицы со стороны выпуклой поверхности лопастей вставить деревянную пробочку и отметить на ней центр отверстия;
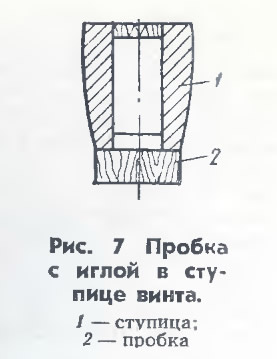
2) с противоположной стороны отверстия вставить такую же пробочку и, отметив на ней центр отверстия, вбить в него короткий обломок иголки или булавки так, чтобы острие выступало наружу на 1—1,5 мм;
3) на ровную доску положить лист бумаги, и, поставив на него гребной винт иголкой вниз, возможно точнее обвести карандашом окружность пробки. Если лопасти будут опираться на доску, то пробочку с иглой придется сделать выступающей за торец ступицы (рис. 7);
4) убрав винт, при помощи циркуля из отмеченного иголкой центра отверстия ступицы провести на бумаге дугу радиусом, равным 0,6 наибольшего радиуса винта;
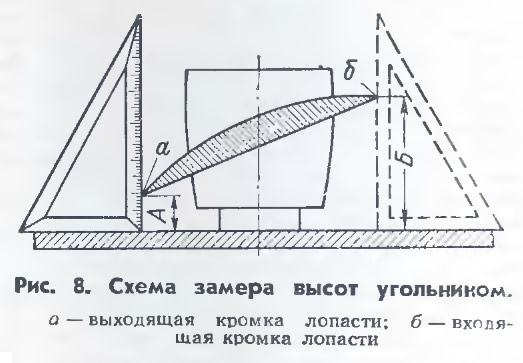
5) установив винт в его прежнее положение, надо поставить на бумагу чертежный угольник так, чтобы его ребро с делениями, стоя на прочерченной дуге, соприкасалось поочередно с входящей и выходящей кромками лопасти. При этом, измеряя по делениям угольника высоту от доски до обеих кромок (размеры А и Б на рис. 8), надо записать размеры и отметить на дуге положения ребра угольника с делениями;
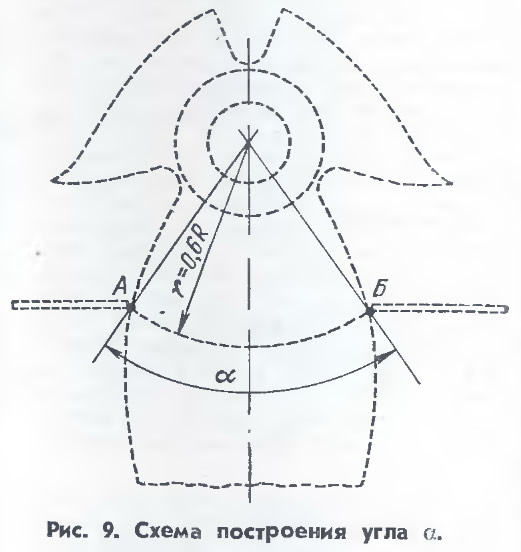
6) произведя это для каждой лопасти, снять гребной винт с доски и соединить отмеченные на дуге точки прямыми линиями с центром отверстия ступиць: (рис. 9);
7) при помощи транспортира измерить центральные углы для всех лопастей и записать их значения;
8) пользуясь записями вертикальных расстояний до кромок и центральных углов а, относящихся к одной и той же лопасти, вычислить для всех лопастей шаг винта по формуле:
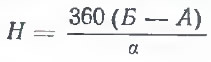
Н — шаг лопасти, мм;
Б и А — вертикальные расстояния соответственно для входящей и выходящей кромок, мм;
α — центральный угол (в градусах и его десятых долях, а не в минутах).
Если значение шага для какой-нибудь лопасти будет отличаться от значения шага для других лопастей и эту разность нельзя будет объяснить неточностью измерений, это значит, что винт был изготовлен неправильно или был поврежден и нуждается в исправлении. В этом случае, если проектное значение шага неизвестно, надо выбрать «средний» шаг и изготовить стапель, исходя из этой величины.
Вышеприведенные описания предполагают, что винт постоянного шага, как это по большей части и бывает на прогулочно-туристских судах. В этом случае измерение шага достаточно произвести на одном радиусе (0,6 наибольшего) и только в тех случаях, когда есть опасения, что винт поврежден, — на двух-трех радиусах (например, на 0,4 или 0,8 наибольшего). Если же винт радиально-переменного шага и, следовательно, на каждом радиусе имеет шаг различной величины, измерение шага должно быть произведено на каждом радиусе, для которого будем изготавливать шаговый угольник.
Определение размеров шаговых угольников для винта аксиально-переменного шага, у которого шаг меняется вдоль окружности данного радиуса, значительно сложнее, однако на прогулочно-туристских судах такие винты встречаются очень редко.
Напомним, что искаженный винт, — это излишняя трата горючего, уменьшение скорости хода, вибрация корпуса и неправильный режим эксплуатации двигателя.